Science du micro-soudage
Par : Dr Aaron Astle – Ph.D.
Introduction
De nombreuses personnes peuvent ne pas comprendre les différences fondamentales entre les différentes technologies de soudage/micro-assemblage qui existent sur le marché, y compris les forces et les faiblesses de chaque technologie lorsqu'elles interagissent avec une variété de métaux. Le but de cet article est de discuter en détail de quatre technologies majeures de soudage (laser, arc pulsé, résistance, soudure) et de la manière dont elles assemblent divers métaux à un niveau fondamental. En comprenant mieux ces principes de soudage et la manière dont les propriétés de soudure spécifiques au métal sont générées, les organisations et les individus de l'industrie de la bijouterie seront mieux préparés à prendre la meilleure décision pour leurs besoins de micro-assemblage. Ils découvriront peut-être qu’il est préférable d’avoir plus d’une technologie.
Assemblage par soudure
Le brasage est un processus d'assemblage qui existe depuis des milliers d'années. [36] Il s’agit d’une technologie à la fois simple et étonnamment complexe. Une fois que tout a été configuré et préparé correctement, le soudage est un processus simple, reproductible et fiable. Cependant, cette méthode est complexe dans la mesure où l’état de la surface, les caractéristiques d’écoulement du métal, l’oxyde, les contaminants de surface et l’application de chaleur peuvent tous modifier considérablement les résultats. Des discussions sur la façon de souder et certaines des préparations appropriées pour le soudage peuvent être trouvées dans un excellent article du Symposium de Santa Fe de Jeanette Caines ainsi que dans d'autres ressources en ligne. [35],[38] Cette section ne discutera que brièvement de l'assemblage par soudure, en se concentrant sur des sujets qui permettent de comprendre quand la soudure est une méthode d'assemblage préférable par rapport aux autres technologies de soudage disponibles.
Le terme soudure utilisé dans la communauté de la bijouterie est généralement appelé brasage dans d'autres industries. Cependant, la distinction entre le brasage et le brasage est simplement un choix arbitraire des températures de fusion du matériau de brasage ou de brasage. Selon l'American Welding Society (AWS), les matériaux de brasage sont ceux qui fondent au-dessus de 450 C°. Le brasage est l'endroit où le matériau de brasage est liquide en dessous de la température de fusion du métal à assembler. La soudure a une définition similaire mais avec une température de fusion du matériau de soudure inférieure à 450 C°. [39] Aux fins de cette discussion, nous appellerons le processus de brasage le brasage.

Figure 1. La résistance du joint de soudure dépend de la distance entre les joints. Le graphique montre la résistance normalisée des joints en fonction de la distance entre les joints. [40]
La résistance du joint de soudure dépend fortement de l’ajustement de la pièce. Lorsque la soudure est dans sa phase liquide, l’action capillaire, due à la tension superficielle du liquide, agit pour attirer le métal à travers l’espace. Pour une combinaison donnée de soudure et de métal, il existe un espacement optimal pour fournir la meilleure action capillaire et une résistance maximale du joint. La figure 1 montre une courbe typique de résistance en fonction de l'écartement des joints. Cette courbe a été normalisée pour illustrer les tendances générales. La courbe montre qu'un ajustement serré (sans espace) a réduit la résistance du joint car aucun matériau de soudure n'a été aspiré dans l'espace entre les pièces par action capillaire. À un espacement de 0,0015 pouces, pour cet exemple de courbe, la meilleure action capillaire se produit pour remplir le joint et produire les meilleures propriétés mécaniques du matériau (pas de vides, etc.). À mesure que la distance de l'espace augmente, la résistance continue de diminuer en raison d'une force capillaire insuffisante pour remplir complètement l'espace, créant des vides, etc. Pour les bijoux, le terme généralement utilisé pour décrire une bonne préparation des joints est « étanche à la lumière ». Cette description prévoit un espacement d'espacement proche des 0,0015 pouces optimaux indiqués dans le graphique. Pour les métaux différents, les propriétés de dilatation thermique à la température de brasage des pièces doivent être prises en compte pour garantir une distance de joint optimale.
D'autres considérations importantes telles que la propreté de la surface, l'application du flux, les pièces de fixation, etc. sont toutes essentielles à la production de joints solides et cohérents. Les contaminants, tels que les huiles pour les doigts, peuvent créer des oxydes et d'autres dépôts pendant le processus de chauffage qui empêchent le mouillage et l'écoulement de la soudure. Un nettoyage approprié avant l'assemblage empêchera la formation de vides dus à un mauvais écoulement et garantira un mouillage complet du joint. En règle générale, un flux est nécessaire pendant le processus de brasage ; les exceptions incluent le brasage dans des atmosphères inertes et les soudures contenant une sorte d’agent de flux. Le flux agit pour éliminer les oxydes et favoriser le mouillage du métal aux températures de soudage. Le montage des pièces est important pour éviter un mauvais alignement des pièces pendant le processus de chauffage. La gravité, la mobilité accrue des pièces à mesure que la soudure fond et la poussée de la flamme agissent toutes sur un mauvais alignement des pièces pendant le processus de soudure. Un moyen simple de montage consiste à utiliser une technologie de soudage alternative (par exemple, soudage par résistance, soudage au laser, soudage à l'arc pulsé) pour réaliser de petits joints de position avant le processus de brasage. Ces petits joints peuvent être placés dans des endroits qui ne seront pas remarqués ou peuvent être suffisamment petits pour être cachés par la soudure elle-même. Le soudage par résistance peut également être utilisé pour placer des copeaux de soudure au bon endroit pour une action capillaire appropriée. Comme cela a été discuté dans d'autres articles et didacticiels, le placement correct de la source de chaleur joue également un rôle important dans l'aspiration de la soudure dans le joint. Généralement, la chaleur est appliquée à l'arrière du joint de manière à réduire le gel du front d'écoulement et à diminuer la viscosité du fluide lorsque la soudure fondue pénètre dans le joint. D'autres technologies de chauffage, en plus du chalumeau, pour fondre et assembler la pièce existent également, comme les fours de brasage et les éléments chauffants par induction. Ces technologies offrent certains avantages en termes de cadence et de délai de production, mais ont un coût nettement plus élevé.
Soudage par résistance
Le soudage par résistance comprend tout processus utilisant la résistivité électrique du métal existant pour chauffer et faire fondre le métal à l'aide d'un courant électrique. Pour les applications industrielles, ce processus est souvent appelé soudage « par points » car le courant électrique est généralement appliqué par compression entre deux électrodes, laissant un « point » de soudure circulaire une fois le processus de soudage terminé. Dans le milieu de la bijouterie et de la métallurgie, le soudage par résistance est souvent appelé soudage « par points ». Ce terme s'est probablement développé lorsque les bijoutiers utilisaient la technologie du soudage par résistance pour simplement placer les pièces lors de leur assemblage, mais rendaient les soudures suffisamment faibles pour ne pas être permanentes. Malheureusement, cela a également conduit à laisser entendre à tort que le soudage par résistance ne peut être utilisé que pour des connexions faibles. Cependant, nous démontrerons que le soudage par résistance peut être utilisé pour un assemblage permanent à grand volume dans de bonnes conditions.
Il existe deux régimes de soudage par résistance. Le premier est le soudage à grande échelle, comme on le voit dans la fabrication de carrosseries automobiles, etc. Dans ce régime de soudage, les deux matériaux à assembler sont pincés entre deux grandes électrodes et soumis à d'énormes pressions (des dizaines de milliers de PSI). La résistance interne du matériau, souvent appelée résistance « globale », est ensuite utilisée pour chauffer et créer le point de soudure. Le deuxième régime est le soudage à petite échelle ou par microrésistance. Pour cette application, les deux matériaux sont à nouveau placés entre deux électrodes avec beaucoup moins de pression et des électrodes beaucoup plus petites. Lorsque de petites pièces et de légères pressions sont utilisées, la chaleur de soudage est créée par la résistance de contact entre les deux matériaux et non par la résistance globale des matériaux. Le soudage par microrésistance est plus typique pour les applications de bijouterie.
La résistivité d’un matériau peut être décrite comme fondamentale pour un métal spécifique. La résistivité décrit dans quelle mesure un matériau s'oppose au flux d'électrons. L’équation 1 montre que, pour une résistivité donnée, plus la section transversale traversée par le courant électrique est grande, plus la résistance électrique sera faible.
Équation 1. 
Où R est la résistance électrique, ρ est la résistivité du métal, L est la longueur du matériau et A est la section transversale du flux électrique. Dans le cas d'une soudure par résistance (par points), la zone représente l'espace directement sous les électrodes de soudure.
Une autre relation importante à comprendre dans le soudage par résistance est la manière dont le courant de soudage, la résistance de contact et la chaleur de soudage sont associés. Comme le montre l'équation 2, la chaleur (ou puissance) de soudure Q est directement proportionnelle au carré du courant de soudure I et à la 1ère puissance de la résistance de contact R.
Équation 2. 
Comprendre la résistance de contact est la clé pour savoir comment appliquer avec succès les techniques de soudage par résistance au soudage de bijoux. Comme le montre la figure 2 ; lorsqu'un métal est agrandi à l'échelle microscopique, les surfaces ne sont ni plates ni lisses, mais plutôt constituées de minuscules pics et vallées. Cela signifie que la zone de contact entre les deux surfaces n’est pas réellement la zone entre elles mais une zone beaucoup plus petite et plus définie où se rencontrent les pics de ces micropoints. La zone de contact réduite due à ces minuscules pics entraîne une augmentation de la résistance électrique entre les pièces, proportionnellement à la surface réduite, par rapport à la résistance globale des métaux selon l'équation 1. Les petits points de contact ont une résistance beaucoup plus élevée que le matériau environnant et sont le premier à fondre lorsqu’un courant électrique est appliqué. Le métal en fusion présente également une résistance plus élevée que le matériau solide environnant et une fusion supplémentaire se poursuit à l'interface entre les deux pièces.

Figure 2. Sur le métal à l'échelle microscopique, les surfaces ne sont pas plates mais contiennent de nombreux petits pics et vallées.
La résistance de contact peut être ajustée en modifiant le nombre de points de microcontact entre les deux matériaux. Ceci peut être accompli en appliquant une pression pour forcer davantage de micropoints à se toucher. La figure 3 montre comment les contacts micropoints peuvent changer avec l'application d'une pression. A partir de la figure, et en gardant à l'esprit l'équation 1, on se rend compte que la résistance de l'interface est inversement proportionnelle à la surface de contact entre les deux pièces. En termes plus simples, plus la pression est appliquée sur les électrodes, plus le contact entre les deux pièces est important et plus la résistance qui en résulte entre les pièces est faible. L'équation 2 nous montre que pour un courant de soudage donné, plus de résistance équivaut à plus de chaleur générée. Pour résumer : haute pression = faible chaleur de soudage et basse pression = chaleur de soudage élevée. Même si l'équation 2 indique que le courant de soudage est beaucoup plus important que la résistance de contact, un changement subtil dans la pression de soudure crée des changements spectaculaires dans la chaleur de soudure.

Figure 3. Le nombre de points de contact peut changer à mesure que plus ou moins de pression est appliquée pour forcer les deux matériaux ensemble.
Tableau 1. La résistivité électrique de certains métaux courants
| Matériel |
Résistivité
(Ohm m)*1×10^8 |
Limite d'élasticité (MPa) |
| Argent | 1,59 | 124 |
| Aluminium | 2,65 | 145 |
| Or | 2.24 | 120 |
| Cuivre | 1.724 | 70 |
| Laiton – 63% Cu | 7.1 | 276 |
| Palladium | 10.5 | 205 |
| Platine | 10.5 | 185 |
| Bronze | 13.4 | 137 |
| Acier inoxydable | 73 | 520 |
| Titane T6 | 178 | 880 |
En utilisant les propriétés décrites dans le tableau 1, nous pouvons examiner différents métaux pour comprendre leur relative facilité de soudage par résistance. D'après ce tableau, il ressort que, par rapport à la résistivité de chacun, l'argent serait exceptionnellement plus difficile à souder par résistance que l'acier inoxydable (46 fois plus résistif). Le tableau indique également la limite d’élasticité approximative de ces matériaux. Pour notre comparaison actuelle de l'argent et de l'acier inoxydable, pensez à la limite d'élasticité d'une mesure de la facilité avec laquelle les micro-pics/points de contact peuvent être déformés par la pression de l'électrode. Une limite d'élasticité plus faible permet au métal de se déformer plus facilement sous pression, ce qui entraîne davantage de micro-pics/points de contact et une résistance globale moindre. L'argent a non seulement une très faible résistivité, mais peut également être déformé avec beaucoup moins d'effort que l'acier inoxydable, comme indiqué dans le tableau. Ainsi, même si la résistivité de l'argent par rapport à l'acier inoxydable suggère que pour un courant de soudure donné, la chaleur de soudure générée serait 46 fois plus élevée pour l'acier inoxydable, elle pourrait même être plus élevée si d'autres facteurs tels que la douceur des matériaux et l'effet de pression sont pris en compte. Tous ces facteurs doivent être pris en compte pour optimiser les meilleurs réglages de soudure.
Tableau 2. Conductivité thermique des différents métaux, du plus élevé au plus faible
| Matériel |
Conductivité thermique
(W/m*K) |
Diffusivité thermique α
(m^2/s) *1×10^6 |
Résistivité/Diffusivité thermique * 1e4 |
| Argent pur | 349,6 | 165,6 | 1.0 |
| Or | 270,8 | 127 | 1.8 |
| Cuivre pur | 331,8 | 111 | 1.6 |
| Aluminium pur | 175,6 | 84,2 | 3.1 |
| Laiton jaune | 99,7 | 31 | 22,9 |
| Palladium | 71,8 | 24.6 | 42,7 |
| Platine | 62,5 | 22,5 | 46,7 |
| Titane | 17.9 | 7.3 | 2422.4 |
| Acier inoxydable (304) | 38,7 | 4.2 | 1738.1 |
La conductivité thermique est une autre propriété importante du matériau qui joue un rôle crucial dans le soudage par résistance, ainsi que dans l'assemblage par soudure, le soudage au laser et le soudage à l'arc pulsé. La conductivité thermique représente la rapidité et la facilité avec lesquelles l’énergie thermique peut être transportée d’un endroit à haute température à un autre à plus basse température. Dans le cas du soudage par résistance, la conductivité thermique du métal agit pour voler l'énergie thermique du point de soudure. Cette perte de chaleur signifie que davantage d'énergie doit être ajoutée aux métaux à conductivité thermique élevée afin de produire la même taille de spot qu'un métal à conductivité thermique plus faible. Le rapport entre la conductivité thermique d’un métal et sa chaleur spécifique est également instructif. La chaleur spécifique d'un matériau représente la quantité d'énergie nécessaire pour élever la température d'une unité de masse de l'article d'un degré. centigrade. Le rapport entre la conductivité thermique et la chaleur spécifique peut donc être considéré comme la rapidité avec laquelle la chaleur s'échappe du point de soudure et pénètre dans le matériau environnant. Par exemple, si nous regardons la diffusivité thermique, toutes choses étant égales par ailleurs, l’énergie quitte l’argent environ 39 fois plus rapidement que l’acier inoxydable en raison de la perte de chaleur dans le matériau environnant et de l’énergie nécessaire pour élever suffisamment la température des métaux pour le soudage.
Avec la discussion ci-dessus sur la difficulté de générer de la chaleur à partir de la résistivité intrinsèque de certains matériaux (par exemple l'argent), ainsi que sur la difficulté de conserver la chaleur au niveau du site de soudure montrée par la diffusivité thermique (par exemple l'argent), il est facile de comprendre comment certains les matériaux seront plus difficiles que d’autres à souder par résistance. Lors de l'évaluation de la facilité de soudage par résistance d'un matériau par rapport à un autre, le rapport entre la résistivité (la capacité de créer de la chaleur de soudure) et la diffusivité thermique (la vitesse à laquelle la chaleur quitte le site de soudure) est également instructif. La figure 4 montre un graphique de ce rapport tel que rapporté dans le tableau 2. Veuillez noter que ce rapport ne représente pas la véritable facilité de soudage mais plutôt la difficulté relative de souder un matériau par rapport à un autre. Le graphique indique que l'argent et le cuivre sont les métaux les plus difficiles à souder par résistance et que l'acier inoxydable et le titane sont les plus simples. En pratique, certains métaux, comme l’aluminium et le laiton, présentent d’autres problèmes qui compliquent leur procédé de soudage par résistance. Cependant, pour les bijoutiers, le palladium, le platine, l'acier inoxydable et le titane sont tous extrêmement simples à souder par résistance. L'or, l'aluminium et le laiton, en revanche, peuvent être soudés par résistance avec la configuration et l'alimentation électrique appropriées, mais sont plus facilement soudés par pointage avant d'autres formes d'assemblage (soudure, laser, arc pulsé). Enfin, l'argent et le cuivre sont non seulement extrêmement problématiques pour le soudage par résistance, mais sont également difficiles à souder par pointage.
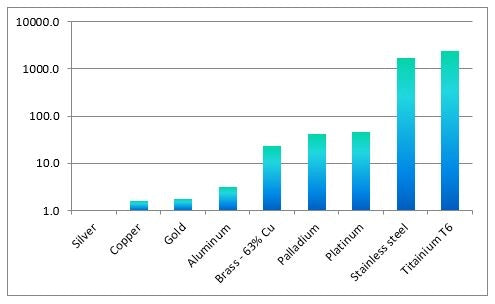
Graphique 4. Le rapport entre la résistivité électrique et la diffusivité thermique (chaleur générée/chaleur évacuée).
Une façon de surmonter les difficultés présentées par les métaux à faible résistance et à haute conductivité thermique consiste à modifier la stratégie de génération de chaleur de soudage. Pour les métaux à haute résistance et à faible conductivité thermique, les électrodes de soudage en cuivre sont l'électrode de choix typique. L'utilisation du cuivre comme électrode peut produire une faible résistance de contact qui empêche la génération de chaleur au niveau des pointes de soudage ; il peut également évacuer rapidement la chaleur au niveau des pointes avant que les électrodes ne soient endommagées. Le cuivre est également relativement peu coûteux, ce qui constitue un avantage supplémentaire. Cependant, notre discussion ci-dessus nous apprend que le soudage de matériaux tels que le cuivre et l’argent est difficile car très peu de chaleur résistive est produite et la chaleur produite est rapidement évacuée. L'industrie a résolu ce problème dans une certaine mesure en générant de la chaleur au niveau de l'électrode de soudage plutôt qu'entre les pièces à souder. Des électrodes généralement en tungstène ou en molybdène sont utilisées à cette fin en raison de leur température de fusion élevée et de leur résistivité élevée. Le contact et la résistance globale de l'électrode sont utilisés pour générer la chaleur nécessaire à la soudure. Cette chaleur provenant de la pointe de l'électrode doit ensuite faire fondre le matériau de la pièce vers l'intérieur jusqu'à ce que les deux côtés fusionnent. Certains problèmes sont typiques de cette configuration d’électrodes. Étant donné que la fusion a lieu au niveau des pointes des électrodes et se propage vers l'interface entre les deux matériaux, la pression appliquée sur l'électrode a tendance à provoquer des indentations au niveau de la soudure et un déplacement visible du matériau fondu peut se produire. La figure 5 montre une image de résultats de soudure typiques dans l'acier et le cuivre pour ces configurations. Cette soudure particulière, les électrodes de cuivre se trouvant sur la tôle d'acier et les électrodes de tungstène sur la tôle de cuivre, est appelée soudure par étapes. Il nécessitait une puissance plus élevée qu'une soudure acier sur acier et des empreintes et était visible à tous les emplacements de soudure.

Graphique 5. Résultats de soudage typiques pour le soudage par points acier sur acier et cuivre sur cuivre.
Des marques d'électrode peuvent apparaître quel que soit le matériau ou la géométrie des pièces si une configuration et des réglages appropriés ne sont pas pris en compte. Vous trouverez ci-dessous quelques astuces qui peuvent être utilisées pour éviter de rayer les électrodes :
- Façonner l'électrode de soudage pour qu'elle corresponde au profil de l'élément à souder. Si la surface est bombée par exemple, utilisez une électrode de soudage concave du même rayon.
- Utilisez des constructions soudées pour concentrer l’énergie de soudage et la génération de chaleur. La figure 6 montre une construction soudée typique utilisée pour concentrer la chaleur de soudure. Les soudures fournissent un point de départ ciblé pour le début du courant de soudure et de la fusion. Dimensionnez la construction soudée de manière à ce qu'une fois fondue, elle produise le volume de soudure souhaité. Les soudures permettent de consommer moins d'énergie et permettent également d'assembler plus facilement des matériaux difficiles à souder, comme le montre la figure 7.

Graphique 6. Une soudure ou une projection typique entre deux pièces pour concentrer la chaleur de soudure.

Graphique 7. Les métaux difficiles et les combinaisons de métaux peuvent être assemblés en plaçant un matériau facilement soudé entre eux comme soudure au laser ou à l'arc pulsé.
Certaines machines de soudage à l'arc pulsé spécifiques aux bijoux sont équipées de soudeuses à résistance intégrées, parfois appelées Tack Welders. Cependant, comme pour la soudeuse illustrée à la figure 8, certaines de ces soudeuses sont tout à fait capables de créer une soudure par résistance permanente. En utilisant des câbles 10 AWG (les plus gros câbles que cette machine peut utiliser), de nombreux matériaux comme le platine, le palladium, le titane, l'acier inoxydable et l'or peuvent être liés de manière permanente. Les métaux comme l'argent et le cuivre ne peuvent être que faiblement cloués, même à l'énergie maximale de la machine. Dans les deux cas, la quantité de pression appliquée par l’utilisateur est extrêmement importante pour la résistance et la répétabilité de la soudure. Lorsque vous soudez des bijoux ; l'utilisateur peut tenir les pièces à la main, appliquer une pression, puis déclencher la soudure à l'aide d'une pédale. Cependant, si vous utilisez une soudeuse par résistance pour une fabrication en grand volume, il est fortement recommandé à l'usine d'utiliser un type de fixation précise et/ou de têtes de soudage pour assurer un placement et une pression constants des pièces. La figure 9 montre une soudeuse par points DC linéaire. Ce type particulier de soudeuse par résistance peut suivre la tension, le courant et la puissance délivrés à la pièce, et peut également ajuster les paramètres pour atteindre les objectifs fixés en temps réel. Cette fonctionnalité permet de produire des soudures cohérentes malgré de petits changements dans les propriétés des matériaux, les tolérances ou les erreurs de l'opérateur. De plus, ces soudeurs par résistance avancés peuvent garder une trace des données, telles que l'énergie totale fournie, le courant de soudage maximal, la puissance maximale, etc., pendant les cycles de soudage et appliquer un contrôle statistique des processus pour aider l'opérateur à maintenir les processus de soudage dans des paramètres prédéterminés. Un exemple de cas où cela est utile concerne la maintenance des électrodes. Au fil du temps, les électrodes de soudage peuvent se déformer sous la pression, la chaleur et les contraintes répétées du cycle de serrage et de soudage. Le contrôle statistique du processus peut détecter ces petits changements incrémentiels et arrêter le processus de soudage pour garantir que la maintenance des électrodes est effectuée avant que les pièces ne sortent des tolérances et deviennent inutilisables.

Figure 8. La soudeuse à arc pulsé et à résistance Orion 150S.

Graphique 9. La soudeuse à résistance Sunstone LCD avec surveillance et contrôle des soudures.
L’industrie de la bijouterie utilise une grande variété de métaux. Certains seront facilement soudés par points par résistance, tandis que d'autres peuvent être très difficiles à assembler en utilisant la technologie de soudage par résistance. Pour utiliser au mieux cette technologie, recherchez des géométries simples et une facilité de placement des électrodes. Déterminez si vos métaux ont de bonnes propriétés physiques qui se prêtent à cette forme d'assemblage, telles qu'une résistivité élevée, une faible conductivité thermique, etc. Déterminez ensuite si des aides au soudage telles que des soudures sont nécessaires et peuvent être facilement appliquées au processus de soudage. De nombreuses entreprises de soudage proposent également des évaluations d’échantillons gratuites et des services de conseil. Ils renverront également généralement vos échantillons et signeront des accords de non-divulgation afin qu'il n'y ait aucune crainte de perdre des conceptions uniques, etc. Sachez que lorsque vous utilisez un tel service, les échantillons de pièces que vous envoyez reviendront très probablement avec des défauts esthétiques et ne sont destinés qu'à être utilisés. une preuve de concept. Plus vous fournissez d’échantillons, plus le technicien est susceptible d’optimiser des paramètres tels que la résistance à la traction ou l’apparence cosmétique. Au cours du processus de sélection de la technologie de soudage, tenez compte de diverses propriétés telles que le matériau d'électrode requis et la finition de la surface de maintien nécessaire pour éviter d'endommager l'extérieur de la pièce, etc. Généralement, le cuivre 182 (cuivre-chrome) est utilisé comme matériau de fixation sur le laiton en raison de sa dureté par rapport à au cuivre 110 et à sa haute conductivité électrique et thermique. Parfois, des emplacements remplaçables sous les points de soudure sont souhaitables pour prolonger la durée de vie des luminaires.
La soudure au laser
Plusieurs excellents articles ont été rédigés pour le Symposium de Santa Fe, qui décrivent les bases du soudage au laser et diverses applications de bijouterie utilisant cette technologie. [26],[27],[28] Pour les lecteurs qui ne sont pas familiers avec le soudage laser et qui n'ont pas lu ces articles, je couvrirai une partie de l'histoire et des bases de la génération de lumière laser.
La théorie selon laquelle il pourrait être possible de stimuler l'émission de photons a été proposée pour la première fois par Albert Einstein en 1917. Cette idée révolutionnaire suggérait que la création d'un faisceau lumineux cohérent était possible. Le premier laser optique fonctionnel a été produit près de 43 ans plus tard, en 1960, par Theodore Maiman des Hughes Research Laboratories, à l'aide d'un rubis synthétique. Le premier laser Yttrium Aluminium Garnet (YAG) a été développé 2 ans plus tard aux Bell Labs. Le YAG est l'ancêtre du Nd. YAG qui est généralement utilisé par les bijoutiers aujourd'hui. Un fait amusant est que la première utilisation connue du terme LASER (Light Amplification by Stimulated Emission of Radiation) a été inventée par Gordon Gould en 1957, et a été écrite dans son cahier et notariée dans un magasin de bonbons du Bronx. [29]

Graphique 10. Composants de base d'un Nd. Système laser YAG.
Cinquante à soixante ans de progrès ont fait progresser les systèmes laser actuels. La figure 10 montre les éléments de base d'un Nd. Système de soudage YAG. Dans sa forme la plus simple, le cristal laser est rempli d'énergie potentielle à l'aide d'une lampe flash à haute énergie. Le cristal libère ensuite cette énergie absorbée à une seule longueur d’onde (ou une bande très étroite de longueurs d’onde). La lumière est réfléchie entre deux miroirs, l'un d'eux ayant un niveau de réflexion inférieur qui permet à la lumière de s'échapper. La lumière est ensuite focalisée et dirigée par l'optique laser vers l'emplacement de la soudure. Certaines versions de cette technologie ajoutent de l'énergie potentielle au cristal YAG avec des lasers à diode ou des lampes flash et utilisent une technologie appelée Q-switch pour libérer toute l'énergie en même temps. [29],[30] La figure 11 montre un exemple de soudeuse laser de table pour bijoutier.

Graphique 11. Un laser de bijoutier de table par Orion.
Une propriété fantastique des lasers est la capacité de diriger l’énergie vers un emplacement sans avoir besoin de contact physique, ce qui est indispensable pour le soudage par résistance et à l’arc pulsé. Cependant, cet avantage d'absence de contact est légèrement atténué par l'exigence selon laquelle le faisceau doit être focalisé et avoir une ligne de vue vers l'emplacement de la soudure. La petite taille du faisceau est essentielle pour produire l’énergie nécessaire par mm carré pour faire fondre les métaux. Dans une soudeuse laser de table typique, l'opérateur regarde à travers un microscope, équipé d'un obturateur optique pour la protection des yeux, une cible en forme de croix au-dessus de la pièce à usiner. Habituellement, le point focal du laser et le point focal du microscope utilisateur ont été alignés sur le même plan. Le positionnement de la pièce sous le microscope et sa mise au point produisent le diamètre de faisceau correct. Le diamètre minimum du faisceau correspond à une correspondance exacte entre le plan focal et le foyer laser. En déplaçant le point focal du faisceau vers le haut ou vers le bas, la machine à souder modifie la taille du point du faisceau. Une taille de spot minimale à maximale typique correspondra à 0,2-2 mm. La figure 12 montre une représentation simple de la façon dont la taille du point de soudure est produite.

Figure 12 . Pour ajuster le diamètre du point de soudure, l'utilisateur maintient la pièce au point focal du microscope optique et la machine de soudage laser modifie l'emplacement du point focal du faisceau.
Dans la plupart des soudeurs laser spécifiques aux bijoux, la puissance du faisceau, le temps de soudage, la forme d'onde et le diamètre de la soudure sont contrôlables. L'énergie contenue dans la soudure est fonction de la durée de puissance du faisceau et de la forme de l'onde de soudure, mais pas du diamètre de la soudure. Cela représente une caractéristique unique des soudeurs laser ; La taille du point de soudure dépend principalement du diamètre du faisceau optique et n'est pas liée à l'énergie contenue dans la soudure, comme c'est le cas avec d'autres technologies de soudage telles que la résistance et l'arc pulsé. La profondeur de pénétration de la soudure est toutefois liée à l'énergie globale de la soudure et au diamètre du faisceau. La figure 13 montre une forme d'onde laser typique. L'énergie dans la soudure peut être considérée mathématiquement comme l'aire sous la courbe de forme d'onde. Certaines formes d'onde de soudage typiques comprennent : carré, montée en puissance, descente, montée/descente (illustré sur la figure), carré pulsé et carré pulsé échelonné.

Graphique 13. La plupart des lasers pour bijoux peuvent créer plusieurs types de formes d’onde de soudage. La forme d’onde affichée est une forme de rampe ascendante/descendante. L'énergie de la soudure peut être considérée comme la surface contenue sous une courbe puissance-temps.
Il est utile de reconnaître certaines propriétés de la lumière pour mieux comprendre comment appliquer le soudage au laser à différentes situations et différents métaux. La lumière possède la propriété intéressante de dualité, ou en d’autres termes, elle possède à la fois les propriétés d’une particule et d’une onde. La nature ondulatoire de la lumière permet d’effectuer des opérations telles que la focalisation du faisceau à l’aide de l’optique. Tandis que la nature particulaire de la lumière permet le transfert de l’impulsion du photon à la particule physique. Cela signifie que la lumière laser de haute intensité a suffisamment d’énergie pour pousser le métal en fusion.
Équation 3. 
L'équation 3 est l'équation de l'impulsion (P) d'un photon de lumière, où h est la constante de Planck et λ est la longueur d'onde de la lumière. En combinant cette équation avec l’énergie contenue par photon et la puissance du faisceau laser, nous pouvons résoudre la pression exercée par le faisceau. Pour le pire des cas dans de nombreux lasers de bijouterie où le point de soudure a un diamètre de 0,2 mm et la puissance du faisceau est de 5 kW, la pression résultante peut atteindre 500 Pa ou plus si le métal est réfléchissant. [31] À titre de référence, il s’agit de la pression équivalente générée par une colonne d’eau de 2 pouces de hauteur. Lorsque le métal est fondu, sa fluidité permettra plus ou moins de poussée en fonction de la tension superficielle et de la viscosité du métal. Ce concept est abordé plus en détail dans la section sur les arcs pulsés de cet article. Plus le réglage de puissance du laser est élevé, plus il y a de photons et plus la pression photonique appliquée au point de soudure est importante. Une taille de faisceau plus petite pour un réglage de puissance donné entraîne un nombre de photons par unité de surface plus élevé et une pression photonique plus élevée. En bref, si l'opérateur de soudage constate des éclaboussures ou du matériau poussé hors de l'emplacement de soudure, la puissance de soudage doit être réduite ou la taille du point augmentée.
L’un des défis du soudage au laser dans la communauté de la joaillerie réside dans la réflectivité de certains métaux courants dans la joaillerie, tels que l’argent. La réflectivité peut être considérée comme la quantité de lumière qui rebondit sur la surface du métal sans être absorbée. La figure 14 montre la réflectivité en fonction de la longueur d'onde pour certains métaux courants. Le graphique indique également le Nd commun. Longueur d'onde du laser YAG de 1064um et du Nd plus industriel. Longueur d'onde YAG de 532 μm. La longueur d'onde de 1064 um dépasse le spectre visible dans l'infrarouge. La longueur d'onde de 532 μm se situe dans la partie verte du spectre visible. Comme l'indique le graphique, l'or et l'argent ont une réflectivité très élevée de 97,8 % et 98,2 % respectivement. La rugosité ou l'oxydation de la surface peuvent avoir un effet significatif sur la réflectance de la surface. Même si la réflectivité de l'or indique une soudure difficile, d'autres facteurs tels que la composition de l'alliage et l'état de surface rendent généralement ce métal simple à souder au laser. La réflectivité de l'argent indique une soudure difficile et cela tend à être vrai. Le graphique montre que le platine absorbe beaucoup plus de lumière aux longueurs d'onde YAG et est donc beaucoup plus facile à souder. Sur le marché du soudage industriel, un YAG vert est utilisé pour souder des métaux à haute réflectance avec des profils de réflectivité comme celui du cuivre. Il est à noter que l’argent est difficile à souder sur tout le spectre visible et infrarouge.

Graphique 14. Réflectivité des métaux par rapport à la longueur d'onde de la lumière pour certains métaux courants. Deux longueurs d'onde de soudeuse de type YAG sont représentées sous forme de lignes verticales. La plupart des soudeurs de bijoux sont Nd. YAG avec une longueur d'onde de 1064μm.
Les bijoutiers ont développé des astuces pour contourner la haute réflectivité de l’argent et d’autres métaux difficiles. Une solution simple consiste à utiliser un marqueur permanent foncé pour colorer la surface du métal. Le marqueur permanent noir peut modifier la réflectivité du métal jusqu'à 50 % à la longueur d'onde YAG 1064 um. [32] À titre d'exemple : cela permet à la surface argentée d'absorber plus de 20 fois plus d'énergie que sans marquage noir. Certains bijoutiers préfèrent utiliser des marqueurs rouge foncé car cela leur permet de voir le réticule laser pour localiser une soudure. La figure 15 montre les mêmes réglages de soudure d'énergie et de taille de point sur de l'argent non marqué puis assombri avec un marqueur permanent.

Graphique 15. Soudure sur argent à l'aide d'un faisceau de 5 kW de 1 mm de diamètre avec un temps de fonctionnement de 10 ms. Les soudures sur la section sombre du marqueur permanent montrent de bons résultats. Aucune soudure n'a pu être créée sur l'argent brillant en raison de sa haute réflectivité optique.
Une autre technique de soudage qui permet de réduire l’effet de réflexion est celle du soudage en trou de serrure. Lorsqu'une densité de puissance de soudage laser (puissance par unité de surface) est élevée, par exemple dans un petit diamètre de faisceau, le métal soudé se vaporise dans une colonne centrale ouvrant un « trou de serrure » dans le bain de soudure en fusion. Ce trou de serrure ouvert permet à toute la lumière laser d'entrer et éventuellement d'être absorbée même si la réflectivité du métal est élevée. Ceci est accompli lorsque la lumière rebondit à l'intérieur de la rainure de clavette et est finalement absorbée après de multiples réflexions. Lorsque le faisceau est dégagé, le gaz métallique vaporisé s'échappe et se condense, l'espace est ensuite comblé par le métal en fusion et se solidifie.33 Ce processus est plus typique des lasers à fibre à faisceau continu qui réalisent une soudure plus longue, mais ce processus peut également être vu dans le soudage à haute densité de puissance en utilisant du Nd de bijoutier. YAG. Le soudage en trou de serrure permet une excellente pénétration de la soudure et une très faible zone affectée thermiquement.
Si un point de soudure n'est pas produit par trou de serrure, il est produit par conduction thermique de la surface de soudure vers l'intérieur. Ce type de soudure par conduction est grandement influencé par les facteurs abordés plus en détail dans la section sur le soudage par résistance de ce document. La diffusivité thermique, ou le rapport entre la chaleur évacuée du joint de soudure et celle retenue dans le joint de soudure, déterminera dans une large mesure l'efficacité de l'énergie laser. De la lumière qui n'est pas réfléchie par le métal, mais qui est absorbée, une fraction sera éliminée de l'emplacement de la soudure par conductivité thermique. Le processus de fusion commence à la surface du métal et est conduit thermiquement vers l'intérieur. Les soudures conductrices se caractérisent par des points de soudure moins profonds. Pour les métaux comme l’argent, l’énergie perdue par conduction peut représenter une fraction importante de l’énergie de soudage disponible. Pour les métaux comme le platine à faible diffusivité/conductivité thermique, la majeure partie de l’énergie absorbée est transformée en chaleur de point de soudure. Certaines valeurs de diffusivité thermique peuvent être vues dans le tableau 2.
Une soudure réalisée par une soudeuse laser ne nécessite pas toujours de gaz de protection ; cependant, les résultats sont souvent améliorés grâce à l’utilisation de gaz de protection. Des gaz de protection comme l'argon-hélium ou l'hélium pur peuvent être utilisés pour augmenter la pénétration des soudures. La conductivité thermique élevée de l'hélium permet à la chaleur d'être transférée plus efficacement à la surface métallique.[1] Un effet intéressant du processus de soudage au laser sur les gaz atmosphériques ou de protection est que le faisceau laser ionise ces gaz et en transforme une petite quantité en plasma. Ce plasma agit alors comme un bouclier optique, absorbant une fraction du faisceau lumineux supplémentaire avant qu'il n'atteigne la pièce à usiner. Une solution simple à ce problème, qui contribue également à réduire le nettoyage, consiste à utiliser un gaz de protection soufflant selon un angle par rapport à la direction du faisceau. Cela permet au plasma créé d'être déplacé hors du trajet du faisceau, réduisant ainsi l'absorption de la lumière du plasma. La figure 16 montre un exemple de flux de gaz à travers la protection pour éliminer le plasma du trajet laser.

Graphique 16. Le fait de souffler du gaz de protection sur la surface de soudure peut aider à éliminer l’absorption de la lumière du plasma créé par le laser.
En raison de la densité d'énergie élevée contenue dans un faisceau laser, la zone affectée thermiquement par la soudure (ZAT) a tendance à être petite. La zone affectée thermiquement d'une soudure contient des structures de grains métalliques qui constituent une transition entre la structure de grains du matériau en vrac et la structure de grains du bain de soudure. Les joints de grains plus gros sont formés par la température élevée conduite dans le matériau environnant pendant le processus de soudage. Plus la densité énergétique du point de soudure est élevée, plus le temps nécessaire pour produire le point de soudure est court. Des temps de soudage plus courts signifient que moins de chaleur a été conduite dans le métal environnant pour augmenter sa température et affecter sa structure de grain. Pour les pièces de grande taille ou les matériaux plus épais, le soudage au laser produit une ZAT très faible par rapport au soudage industriel au gaz inerte au tungstène (TIG).
La déformation de la pièce peut en être une autre causée par le soudage. Au fur et à mesure que la pièce est chauffée, le bain de soudure subit une dilatation thermique. Si le matériau environnant a également été chauffé, il se dilatera également. Étant donné que le côté éloigné de la pièce est encore à une température plus basse, il se dilatera moins et la pièce se pliera vers le côté à basse température de la pièce. À mesure que l'emplacement de la soudure refroidit, le côté précédemment chaud se contracte mais ne retrouve pas sa forme originale. Les densités de puissance et les vitesses de soudage du soudage au laser sont suffisamment élevées pour que très peu de chaleur supplémentaire soit transmise au matériau entourant la pièce à usiner. En conséquence, la déformation et la distorsion sont faibles pour cette technologie. Pour les petites pièces et les matériaux minces, la déformation et le gauchissement des pièces utilisant le soudage laser sont très similaires à ceux du soudage à l'arc pulsé. [1]

Graphique 17. Deux plaques d'acier avec un espacement de 0,375 mm soudées à l'aide de la technologie à arc pulsé et laser à une énergie de 100 Joules. Les deux technologies sont capables de pousser le matériau afin de combler même des lacunes importantes.
En règle générale, un bon ajustement des pièces est toujours recommandé lors du soudage au laser. Cependant, les soudeurs à arc laser et à arc pulsé peuvent être utilisés pour pousser du matériau en fusion. La figure 17 montre deux rondelles en acier avec un espace de 0,375 mm comblées à l'aide des deux technologies. Dans cette soudure, le faisceau laser était dirigé verticalement vers le bas entre les plaques. Le métal en fusion a été forcé ensemble via une pression lumineuse laser et a comblé l’espace entre les deux rondelles. La modification de l'angle d'attaque du faisceau laser permettra de pousser préférentiellement le matériau d'un côté à l'autre.
Comme indiqué, une caractéristique très utile du soudage laser par rapport aux autres technologies de soudage est sa nature sans contact. Une soudeuse laser est extrêmement utile pour les applications où il y a un emplacement de soudure difficile à atteindre, avec l'exigence évidente que l'emplacement de soudure ait une ligne de visibilité depuis la source du faisceau. Il existe certaines applications de bijouterie où l'accessibilité peut se limiter à la ligne de mire en raison de pièces très espacées. Sans la possibilité de toucher avec une électrode, le soudage à l’arc pulsé ou par résistance n’est pas une option. Un autre avantage, dans certaines circonstances, est d'éliminer une éventuelle contamination de la pièce. Avec le soudage par résistance et le soudage à l'arc pulsé, il existe un risque que les électrodes de soudage soient une source de contamination croisée métallique ou un vecteur de contamination. Cependant, pour les applications de bijouterie, le risque et les problèmes associés à la contamination croisée des métaux sont faibles.
Les soudeurs laser sont parfaits pour les applications industrielles à grand volume. Les lasers à fibre peuvent être placés sur des plates-formes ou des robots contrôlés par ordinateur pour permettre une fabrication sans contact complexe et à grand volume. Une fois le système de fabrication mis en place, les problèmes de maintenance des électrodes typiques du soudage à l'arc ou par résistance sont pratiquement éliminés. Il existe une possibilité pour les fabricants de bijoux de bénéficier de la mise en œuvre de techniques de fabrication industrielle plus traditionnelles s’ils fabriquent de grands volumes de la même pièce. De nombreuses entreprises contribueront au développement des paramètres de montage, d’automatisation et de processus pour ces systèmes laser plus industriels. Sachez que le coût peut atteindre des centaines de milliers de dollars, contre des dizaines de milliers pour un laser de bijoutier classique.
Soudage à l’arc pulsé
La physique associée au soudage au plasma est assez complexe. Cependant, l'application de ce procédé de soudage sous forme de soudage TIG (Tungsten Inert Gas) ou Pulse Arc Welding est bien développée, simple et fiable. Une soudure à l'arc pulsé typique, mais simplifiée, implique les événements suivants décrits dans la figure 18.
- La pièce à usiner est connectée à la borne de soudure positive et une électrode de tungstène affûtée est connectée à la borne de soudure négative.
- Un gaz de protection, tel que l'argon, est appliqué juste avant le démarrage du processus de soudage. Veuillez noter que le gaz de protection est utilisé à la fois pour protéger le joint de soudure fondu de l'exposition à des gaz nocifs tels que l'oxygène et également pour agir comme porteur d'électrons pendant le processus de soudage.
- La machine à souder applique ensuite un potentiel de tension entre les bornes positives et négatives, provoquant la dissociation d'une petite fraction du gaz de protection en plasma électriquement conducteur à haute température.
De nombreux soudeurs à arc pulsé rétractent l’électrode de soudage à ce stade du processus de soudage. - L'électrode de soudage en tungstène émet des électrons sous le potentiel de tension de soudure et, à température élevée, produit également une émission d'électrons thermoioniques. L'émission d'électrons de tungstène est le principal contributeur au courant de soudure. Les électrons sont accélérés et impactent la pièce à haute énergie thermique et transfèrent ainsi leur impulsion à la zone de soudure. Une grande quantité d'énergie est également concentrée sur le point de soudure, car les électrons de soudure fournissent une chute de tension supplémentaire qui est absorbée par l'anode positive.
- Les électrons qui se combinent aux ions pendant le processus de soudage émettent de la lumière dans un large spectre, la plus grande énergie photonique étant concentrée dans la région bleue/ultraviolette du spectre.
- Lorsque le potentiel de tension est supprimé, l'arc s'éteint et le bain de fusion se dépose et se solidifie.

Graphique 18. Les éléments du soudage à l'arc pulsé : plasma, émission d'électrons de l'électrode en tungstène, protection contre le gaz, rétraction de la pointe de la surface de la pièce, etc.
La polarité du processus de soudage a un effet important sur la chaleur transférée à la pièce. Dans la configuration typique d'électrode négative, les électrons émis par l'électrode de soudure sont accélérés et transfèrent leur énergie à l'élément à souder. Les ions (atomes chargés positivement) créés soit dans le gaz de protection, soit à partir d'atomes métalliques vaporisés pendant le processus de soudage, sont accélérés vers l'électrode de soudage et l'impactent, transférant leur chaleur et leur élan à l'électrode. Il y a beaucoup moins d’ions que d’électrons produits lors d’une soudure à l’arc. Les électrons émis contiennent 8 à 10 fois plus d’énergie que les ions plus gros et plus lents. Cette polarité de soudage permet le transfert d'énergie le plus important vers le point de soudure. En connectant la pièce à la polarité négative et l'électrode de soudage à la polarité positive, la majorité de la puissance de soudage sera absorbée par l'électrode en tungstène. Généralement, cette configuration d'électrode positive entraîne la formation d'une boule fondue à l'extrémité de la pointe de l'électrode. La configuration électrode négative est préférée pour la plupart des métaux. Cependant, l'électrode positive a sa place dans les applications où le nettoyage des oxydes est bénéfique, comme dans le soudage de l'aluminium. Lorsqu'un lavage à l'oxyde est souhaité, une polarité de soudure alternée est utilisée pour permettre la pénétration des électrons dans la pièce à usiner pendant une partie du cycle de soudage et un lavage à l'oxyde positif à l'électrode pour le temps de cycle restant. Toutefois, cette discussion se concentrera uniquement sur le soudage à électrode négative.
Le plasma se déplace le long des lignes de champ électrique. Le plasma étant créé et fortement influencé par les champs électriques et magnétiques, la géométrie de la soudure lorsque la tension est appliquée est très importante. Les géométries des lignes de champ sont complexes, mais généralement, elles peuvent être considérées comme étant concentrées entre les points les plus proches entre l'électrode et la pièce. De plus, la densité des lignes de champ électrique augmentera à des endroits précis. La figure 19 montre un exemple de ce principe physique.

Graphique 19. Les lignes de champ électrique se concentrent sur des objets pointus ou proches.
Cette propriété a plusieurs applications utiles dans le soudage à l’arc pulsé. Premièrement, l’électrode elle-même peut être façonnée pour produire différentes lignes de champ électrique de soudage que la décharge de soudure doit suivre. Une électrode de soudage pointue produira une forte concentration de lignes de champ électrique en son point. Comme la pointe de l’électrode est moins pointue, des lignes de champ moins concentrées seront produites. La densité du champ de pointe facilite l'émission d'électrons du tungstène, tandis que les côtés coniques de l'électrode produisent beaucoup moins de courant de soudure. En conséquence, le point de soudure sera constitué d’une zone de soudure centrale chaude avec des « ailes » de soudure plus froides. La figure 20 montre deux formes d'électrodes et leurs profils approximatifs de densité de plasma de champ électrique. Une forme de pointe d'électrode complètement plate produira un champ électrique plus uniforme, une émission de courant plus uniforme et une pénétration de soudure plus uniforme.

Graphique 20. La forme de l’électrode a un impact important sur les lignes de champ électrique et la densité du courant plasma. Une électrode pointue ou plate avec des lignes de champ et un profil thermique sont présentées.
Le soudage à l’arc pulsé est un procédé très rentable par rapport au soudage au laser. Aucune pièce majeure de la machine à souder ne doit être remplacée ou entretenue régulièrement. Même l'électrode de soudage en tungstène n'est pas consommée pendant le processus de soudage. Cependant, les électrodes de soudage ne durent qu'un nombre fini de soudures avant qu'une contamination ou d'autres événements nécessitent un réaffûtage. Les électrodes peuvent durer de dizaines à plusieurs centaines de soudures entre réaffûtage, en fonction du métal soudé et de la géométrie de la soudure. Pour les géométries où l'arc électrique peut facilement être focalisé sur un endroit pointu (lignes de champ électrique élevé), certaines soudeuses à arc pulsé permettent l'allumage de l'énergie de soudage une fois l'électrode de soudage rétractée. Cette fonctionnalité peut prolonger le temps entre l’affûtage des électrodes sur plusieurs centaines de soudures. Dans les situations où une soudure doit être créée dans une crevasse ou un coin pointu, l'énergie de soudure doit être initiée juste avant le décollage de l'électrode de soudage. Le contact pendant les premières microsecondes de la soudure permet d'initier un emplacement précis de la soudure et de faire circuler les matériaux fondus environnants vers cet emplacement. Nous discuterons de ce phénomène plus en détail. Étant donné que l'électrode de soudage est proche de la surface de soudure pendant le processus de fusion, il est possible que du matériau fondu éclabousse l'électrode dans cette configuration. Une fois que l’électrode a été contaminée par un autre métal, sa capacité à émettre des électrons diminue généralement. Pour les soudures à haute puissance, ce problème peut être surmonté par une tension de soudage accrue, et les soudures continueront même avec de grandes quantités de contamination. Cependant, pour les soudures à faible énergie et basse tension, même de petites quantités d'éclaboussures de métal sur l'électrode peuvent entraîner un mauvais allumage de la soudure. Certains métaux, comme le nickel, adhéreront très facilement à l'électrode et empêcheront ainsi la poursuite du soudage. En raison de ces problèmes potentiels de contamination, l’électrode finira par être affûtée et réaffûtée au point où elle deviendra trop courte pour être maintenue dans le stylet de soudage. En fonction de la puissance et de la géométrie, cela peut se produire en centaines de soudures ou, avec une géométrie et une configuration appropriées, en plusieurs milliers de soudures.

Graphique 21. Un meulage approprié des électrodes parallèles conduit à des soudures cohérentes et symétriques.
La figure 21 donne un exemple de la manière d'entretenir correctement une électrode de soudage à l'arc pulsé. Les marques de meulage peuvent grandement influencer la décharge du plasma. Pour produire la soudure la plus stable et la plus cohérente, les marques de meulage doivent être parallèles à la tige de l'électrode. Si les marques de meulage sont produites au mauvais endroit sur la meule, comme indiqué sur la figure, des anneaux circonférentiels peuvent être produits. Ces anneaux peuvent produire des champs électriques de haute densité le long des structures annulaires qui provoquent l'initiation de l'arc de soudage à partir d'emplacements latéraux involontaires. Même de légers changements dans l'angle de l'électrode peuvent provoquer un déplacement de l'emplacement de l'anneau de démarrage de l'arc, ce qui entraîne des points de soudure incohérents et de forme étrange. La plupart des fabricants d'arc pulsé utilisent des électrodes de soudage en tungstène lanthané à 1,5 %. Ces électrodes ne sont pas radioactives, mais elles fournissent néanmoins des résultats exceptionnellement similaires aux matériaux thoriés radioactifs utilisés au début du développement du soudage TIG.
La taille de l’électrode est également un facteur important à prendre en compte lorsque l’on travaille sur des pièces de bijouterie complexes. Certains opérateurs et fabricants de soudage à l'arc pulsé choisissent d'utiliser de petites électrodes dans l'espoir d'un allumage simplifié de la soudure et de caractéristiques de soudage plus raffinées. Cependant, les petites électrodes (par exemple 0,5 mm) ont une résistance électrique nettement supérieure et produisent des soudures moins énergétiques. Ils peuvent également être contaminés plus facilement. Les grandes électrodes peuvent produire des soudures plus puissantes, mais leur affûtage prend plus de temps et peuvent être difficiles à installer dans de petits espaces. L'expérience a montré qu'une électrode de 1 mm de diamètre constitue un bon équilibre entre une capacité de transport de courant élevée et la capacité d'atteindre de petites géométries. Pour les points de soudure fins et les petites géométries (par exemple, les broches pavées), une électrode de soudage pointue de 1 mm avec un angle de meulage de 15 degrés est idéale. Les angles de meulage peuvent varier jusqu'à une pointe aplatie en fonction de la pénétration de soudure souhaitée et de la géométrie de la soudure. L’utilisation de tensions de soudage plus élevées a également tendance à produire une empreinte plasma plus étroite à mesure que la densité du champ électrique augmente au centre de la soudure.
Lors d'une soudure au plasma, les électrons émis par l'électrode de soudure exercent une force sur le matériau de la pièce. Cette force électronique est souvent appelée pression de « soufflage » du plasma. Une tension de soudage plus élevée entraînera une pression de « soufflage » plus forte. Cette pression de soufflage peut être utilisée pour pousser le matériau de l'emplacement de soudure vers d'autres emplacements intéressants sur la pièce. La figure 22 montre un exemple de ce concept utilisant un angle d'électrode très faible pour pousser le métal d'une partie plus épaisse sur une feuille à paroi mince à 90 degrés. Le soudage directement à l’interface entre les deux matériaux pourrait potentiellement provoquer une perforation de la feuille mince. Cette méthode permet de souder des matériaux beaucoup plus fins tout en produisant des points de soudure importants.

Figure 22. Le plasma peut exercer suffisamment de pression pour pousser le matériau vers les emplacements souhaités.
La pression de soufflage de l’électrode peut également avoir tendance à provoquer une dépression centrale de la soudure dans certains métaux lorsqu’une électrode pointue est utilisée. Comme indiqué précédemment, la densité du courant électrique de soudage au niveau de la pointe pointue de l'électrode de soudage est beaucoup plus élevée et, par conséquent, la pression de soufflage des électrons est plus élevée. Ce phénomène peut facilement être surmonté en utilisant une petite troncature à l’extrémité de l’électrode de soudage au lieu d’une pointe pointue. La force de la pression de soufflage des électrons est proportionnelle à la tension de soudure. À basse tension, une électrode pointue peut ne présenter aucune dépression notable, mais à tension maximale, une électrode tronquée ou émoussée peut être nécessaire pour éliminer ce problème potentiel. Cette dépression centrale due à la pression de soufflage dépendra de la géométrie et la tension à laquelle elle se produit sera différente pour chaque métal. La figure 23 montre une dépression centrale dans le matériau de soudure utilisant une électrode pointue par rapport à une flaque lisse utilisant une électrode tronquée. Veuillez noter qu'une électrode pointue ne produira pas toujours cette dépression centrale.

Figure 23. Dans certaines géométries et métaux, une dépression centrale peut se former lors de l’utilisation d’une électrode pointue en raison de la pression de soufflage des électrons. Ce problème peut être facilement surmonté en tronquant la pointe de l’électrode.
Certaines machines de soudage à arc pulsé permettent à l'utilisateur d'ajouter des pointes de tension ou une agitation plus élevées à une forme d'onde de soudage existante. L'agitation de la soudure produit une pression de soufflage plus élevée et une pénétration plus profonde de la soudure sans nécessiter autant d'énergie qu'une soudure de taille similaire sans agitation. Cela signifie qu’une profondeur de soudure similaire peut être obtenue sans augmenter le diamètre de la soudure. La figure 24 montre un exemple de forme d'onde de soudage avec une superposition d'agitation de soudure. L'agitation de la soudure peut également contribuer au mélange du bain de soudure. Comme indiqué précédemment, la tension plus élevée de l'agitation de la soudure peut également réduire le diamètre de la colonne de plasma. À mesure que la tension de soudage augmente, le plasma a tendance à s'attirer vers l'intérieur, réduisant légèrement le diamètre du point de soudure et augmentant la pénétration de la soudure. L'agitation permet de resserrer le faisceau de plasma sans ajouter l'énergie supplémentaire qui se produirait si seule la tension globale était ajustée.

Figure 24. L'agitation de la soudure peut faciliter la poussée du matériau, la pénétration de la soudure, la réduction du diamètre de la soudure et le mélange du bain de fusion.
Tout comme d'autres processus d'assemblage (par exemple au chalumeau et à la soudure), le métal en fusion s'écoule vers la région de température la plus élevée de la pièce. Si la pression de soufflage du plasma est suffisamment basse ou si la géométrie de la pièce est favorable, le métal liquide s'écoulera vers le point de contact d'origine de l'électrode où le processus de fusion a commencé. Pour une électrode de soudage pointue, il s’agit généralement du point de température le plus élevé du bain de soudure. La figure 24 montre un exemple de ce processus. Cela signifie que lors de l'ajout de fil de remplissage ou d'un autre matériau de remplissage, l'utilisateur doit placer l'électrode de soudage là où il souhaite que le matériau s'écoule. De nombreux opérateurs sont tentés de placer l’électrode sur le matériau de remplissage. Cette méthode d’ajout de matériau peut fonctionner mais repose sur la pression de soufflage du plasma pour pousser le matériau à l’emplacement souhaité. Généralement, cela nécessite une soudure plus puissante et peut créer une éclaboussure de métal et nécessiter des soudures de lissage supplémentaires. La figure 25 montre la meilleure méthode pour ajouter du fil de remplissage. Pour ajouter correctement le fil de remplissage, placez l'électrode à l'endroit qui nécessite le matériau supplémentaire. Posez légèrement le fil de remplissage contre la pointe de l'électrode et initiez la soudure. Le matériau peut s'étendre au-delà de la pointe et sera aspiré dans les bains de fusion (en fonction de l'énergie présente dans la soudure). Si le matériau ajouté forme une seule bosse, placer l'électrode autour du bord à un angle de 90 degrés par rapport à la surface lissera et tirera le matériau du point haut de la bosse vers la pièce à usiner. La combinaison de cette méthode avec une puissance de soudage accrue peut accélérer l’ajout de matériau. Si l'ajout initial du fil de remplissage est effectué avec suffisamment d'énergie, les résultats sont généralement un profil bas et une bosse lisse qui ne nécessite aucun lissage supplémentaire. Cela demandera de la pratique à l'utilisateur, mais c'est une technique efficace et rapidement apprise.

Graphique 25. L'ajout de matériau de remplissage peut être mieux réalisé en touchant l'électrode à l'emplacement de remplissage souhaité et en posant légèrement le fil sur le côté de l'électrode. Le métal fondu du point de soudure s'écoule vers le point de chaleur la plus élevée.
La tension superficielle et la viscosité du point de soudure du métal en fusion peuvent également aider à comprendre le comportement du métal en fusion. Lorsqu'un métal est liquide, sa tension superficielle et sa viscosité contribuent dans une large mesure à sa mobilité et, en refroidissant, à la géométrie résultante du point de soudure. Dans le cas du soudage, la tension superficielle peut être considérée comme les forces de cohésion subies par le fluide à l’interface fluide/gaz. Un atome fluide entouré des mêmes atomes subira une force d’attraction de la part de ces atomes dans toutes les directions, avec pour résultat une force nette nulle. Cependant, une particule fluide sur une surface ne subira une telle attraction que de la part des atomes internes et des atomes adjacents sur la surface du liquide, laissant ainsi la surface du fluide/gaz relativement libre de forces d'attraction. Si les forces d’attraction entre les atomes du fluide sont très fortes, alors les forces résultantes du film de surface seront également substantielles. La tension superficielle a pour effet d’essayer de tirer le volume de liquide vers sa forme de surface minimale. Pour une gouttelette de liquide isolée, cela donne une sphère. Pour un point de soudure où le liquide métallique en fusion mouille la surface de la pièce, la géométrie résultante dépendra de la géométrie environnante de la pièce. Un exemple intéressant de tension superficielle se produit lorsqu’une soudure est réalisée sur le bord d’un anneau. Le métal en fusion a tendance à se retirer via la tension superficielle du bord pour prendre la forme illustrée à la figure 26.

Figure 26. Le soudage au plasma ou au laser sur un bord d'une pièce produit un retrait de soudure sur bord en raison des effets de tension superficielle afin de créer la surface minimale possible. L'exemple est montré en argent.
La viscosité peut être considérée comme la force nécessaire pour déplacer un objet à travers un fluide, ou en termes de fluide, il s'agit de la vitesse de mouvement que le fluide subit en raison d'une force appliquée telle que la gravité ou la pression. Le tableau 3 répertorie quelques valeurs approximatives de tension superficielle et de viscosité près du point de fusion des métaux répertoriés. À titre de référence, le mercure liquide à température ambiante a été inclus. Notez que la tension superficielle de l’argent est environ trois fois supérieure à celle du mercure et que sa viscosité est inférieure à deux fois celle du mercure. Il convient également de noter que, bien que cela ne soit pas indiqué dans le tableau, la tension superficielle de l’argent diminue davantage avec l’augmentation de la température de fusion. Le platine, quant à lui, a environ trois fois la tension superficielle de l’argent et plus de deux fois et demie sa viscosité. La faible tension superficielle et la faible viscosité de l'argent lui permettent de s'écouler facilement sous la chaleur de soudure appliquée. Pour une soudure typique, l'électrode démarre le processus de fusion à son point de contact et la fusion s'effectue du centre vers l'extérieur. Les effets de tension superficielle tirent alors le métal symétriquement (en fonction de la géométrie) autour de ce point chaud central. La faible tension superficielle de l'argent signifie que les effets de la gravité sur le bain de fusion sont importants, car les forces de tension superficielle ne peuvent pas vaincre les forces gravitationnelles agissant sur le bain aussi facilement que d'autres métaux à haute tension. Pour les géométries où la gravité peut interagir avec le bassin en fusion, l’argent présentera un affaissement et un déplacement importants. Dans certains cas extrêmes où le soudage s'effectue à l'envers, par exemple, il peut simplement s'écouler du joint de soudure et s'égoutter sur le sol.
La tension superficielle et la viscosité jouent également un rôle important dans la poussée du plasma. Pour les faibles valeurs observées sur l’argent ; une soudure puissante peut facilement pousser l'argent fondu hors du point de soudure, laissant un trou entouré de gouttelettes d'argent solidifiées. La tension superficielle exceptionnellement plus grande du platine le rend plus immunisé contre les effets de la gravitation. Une soudure à l'envers, même à des énergies plus élevées, resterait très probablement à l'emplacement de soudure d'origine. Cette tension et cette viscosité plus élevées signifient également que pousser le platine avec une pression de soufflage d'électrons nécessite des soudures beaucoup plus puissantes que celles de l'argent. Les métaux très mobiles peuvent bénéficier d’électrodes tronquées pour réduire la pression de soufflage du plasma.
Tableau 3. Tension superficielle approximative de divers métaux.
| Environ. Tension superficielle (mN/m) | Viscosité
(Ns/m^2 *1×10^-3) |
|
| Mercure | 320 | 1,52 |
| Argent | 890 | 2,56 |
| Aluminium | 1045 | 0,91 |
| Or | 1150 | 5.13 |
| acier inoxydable | 1170 | 6.1 |
| Cuivre | 1360 | 4.4 |
| Titane | 1650 | 6,67 |
| Platine | 1740 | 6,74 |
Maintenant que nous avons discuté de certains principes fondamentaux du processus de soudage et de la création de l'énergie de soudage, il est instructif de comprendre comment les soudures utilisant une soudeuse à arc pulsé sont ajustées et contrôlées. Une soudeuse à arc pulsé typique permet d’ajuster la tension dans une batterie de condensateurs et libère l’énergie stockée pour former le point de soudure. De nombreux soudeurs permettent également de contrôler le temps de décharge. Entre ces deux paramètres simples, toute une gamme de tailles de points de soudure et de pénétrations sont possibles. Il existe également des soudeurs à arc pulsé linéaire, comme le montre la figure 27, qui permettent de façonner la tension et le courant de soudage pendant la décharge de l'arc. Le terme soudeur « linéaire » vient de la capacité unique de ce type de soudeur à façonner la tension de soudage, ou le courant de sortie, en segments bien définis de valeurs connues. Une soudeuse linéaire est une solution de soudage exceptionnellement précise et de haute technologie qui stocke l'énergie dans une banque (ou une série) de condensateurs, puis contrôle la puissance de sortie au moyen d'une commutation haute fréquence et d'un filtrage de sa banque d'énergie de condensateurs. La capacité de façonner la forme d'onde de sortie permet au soudeur de répondre aux exigences uniques de tous les types de métaux et particulièrement des métaux difficiles à souder. Par exemple, l’argent est très mobile sous forme liquide, comme démontré précédemment dans ce document. La conception d'une forme d'onde spécifique qui crée un faible courant de crête, qui est maintenu sur une période de temps plus longue, peut créer de belles soudures (très lisses/sans fissuration) et pénétrantes sans poussée indésirable et indésirable de la pression de soufflage du plasma. La figure 27 montre un exemple de soudeuse à arc pulsé linéaire.

Graphique 27. La soudeuse à arc pulsé linéaire Orion i2. Cette technologie permet l'utilisation de la mise en forme de la forme d'onde pour les travaux plus difficiles avec les métaux.
De la soudeuse à arc pulsé la plus basique aux soudeuses à arc pulsé linéaire les plus avancées, les paramètres ajustés par l'utilisateur sont assez simples. Les paramètres réglables sont la tension de crête, le courant, la puissance ou l'énergie selon le modèle et la durée pendant laquelle la forme d'onde sélectionnée sera appliquée. Pour les soudeurs à arc pulsé les plus basiques, seules la tension de soudage (parfois affichée sous forme d'énergie) et le temps sont ajustés. Des paramètres supplémentaires tels que la superposition d'agitation, la forme d'onde de soudure ou la forme de l'électrode elle-même peuvent également être ajustés pour de nombreux soudeurs. À la base, tous les points de soudage à l'arc pulsé peuvent être agrandis ou réduits par le simple ajustement de la tension de crête et/ou du temps de soudage. La figure 28 montre comment la forme d'onde de la soudure peut affecter la taille du point. Une soudure à l'arc pulsé à décharge capacitive typique aura un rapport de 3:1 entre le diamètre de la soudure et la taille de pénétration de la soudure. L'utilisation d'une soudeuse à arc pulsé linéaire et la sélection d'une valeur de tension maximale (ou d'autres paramètres), avec un temps de soudage beaucoup plus long, peuvent produire une taille de point similaire avec une pénétration de soudure beaucoup plus profonde par rapport à un système de soudage de base. Nous expliquerons dans cet article comment la forme d'onde de soudage peut être utilisée pour bénéficier davantage au processus de soudage.

Graphique 28. Pénétration typique d'une soudure à l'arc pulsé utilisant une courbe de décharge standard par rapport à une forme d'onde de soudage à l'arc pulsé linéaire avec une durée prolongée.
Les soudeurs à arc pulsé doivent utiliser un gaz de protection pour protéger le point de soudure de l'oxydation. Un point de soudure oxydé devient généralement cassant et décoloré. Souvent, les soudures à l’arc pulsé non blindées présentent des niveaux élevés de porosité. Les soudures présentant une porosité induite par l'oxyde doivent être meulées jusqu'à ce que tout le matériau contenant de l'oxyde ait été éliminé, sinon elles pourraient continuer à poser des problèmes pour des soudures supplémentaires. Certains bijoutiers ont signalé que de petites soudures sur l'or pouvaient être réalisées sans gaz de couverture. D'autres ont rapporté que les anneaux de saut en acier inoxydable peuvent être soudés sans gaz tout en conservant un niveau de résistance mécanique nécessaire. Cependant, sans couvercle de gaz, l'acier inoxydable peut présenter une décoloration grise même après le nettoyage. Pour les bijoux où l’apparence est impérative, le gaz de protection est essentiel. Le gaz de protection est également avantageux car il réduit le temps nécessaire au nettoyage ou au polissage de la pièce. Pour une couverture de gaz appropriée, le système à arc pulsé doit fournir un flux de gaz régulier pour couvrir uniformément le point de soudure pendant tout le processus de soudage. La figure 29 montre une expérience réalisée pour visualiser le flux de gaz provenant du stylet de soudage. Des particules de fumée ont été introduites dans un flux d'argon et filmées pour montrer où le flux est laminaire et uniforme, et où il passe à turbulent. Un écoulement laminaire peut être considéré comme un écoulement dans lequel une particule de gaz qui commence au début du champ d'écoulement se déplace le long d'une courbe d'écoulement lisse, sans jamais croiser le chemin d'une autre particule de gaz. Les flux d'air turbulents tourbillonnent, les particules traversent ensuite d'autres chemins de particules et culbutent. Les particules qui se trouvent à l'extérieur du flux sont saisies et entraînées dans le champ d'écoulement par le mouvement de rotation et de roulement. La figure 30 montre un graphique d'un champ d'écoulement laminaire et turbulent. Le flux laminaire est une exigence évidente pour produire des soudures à arc pulsé optimales sous protection gazeuse. Les flux turbulents offrent une couverture de gaz limitée et entraînent suffisamment d'oxygène dans le point de soudure pour provoquer une certaine décoloration de la soudure qui doit être nettoyée ou polie.

Graphique 29. Des particules de fumée ont été introduites dans un cône de gaz à arc pulsé typique pour visualiser où le flux était laminaire et où il devenait turbulent.

Graphique 30. Écoulement laminaire ou turbulent. Le flux laminaire se caractérise par des transitions de flux douces. L'écoulement turbulent produit un mélange élevé sous forme de tourbillons turbulents.
Un nouvel utilisateur d'arc pulsé peut être tenté d'augmenter le niveau de gaz sur le régulateur de pression pour fournir la quantité de couverture de gaz nécessaire. Cependant, la transition d’un écoulement laminaire à un écoulement turbulent est fonction de la vitesse du gaz, entraînée par la pression d’écoulement. Cela signifie que les très faibles débits, produits par de faibles pressions du régulateur de gaz, seront généralement laminaires. La vitesse de transition du gaz vers un écoulement turbulent (causée par la pression motrice) dépend de la géométrie interne et de la douceur du cône de gaz. L'emplacement de la transition turbulente continuera à progresser vers la sortie du cône de gaz à mesure que la vitesse d'écoulement augmente. Cette progression vers la sortie du cône de gaz est provoquée par des instabilités du flux sortant du cône de gaz. Finalement, ces instabilités deviennent turbulentes à un endroit qui ne protège plus le point de soudure avec du gaz de protection. À mesure que le débit augmente, l’intensité de la turbulence continue d’augmenter. Le flux turbulent entraîne l’oxygène atmosphérique dans la zone de soudure via son action de mélange et de bouillonnement. En fin de compte, moins c’est souvent plus lorsqu’il s’agit de débits de couverture de gaz.
Il convient également de noter que même si certains métaux tolèrent une couverture de gaz de protection absente ou médiocre, certains sont extrêmement sensibles à une couverture adéquate. Les métaux comme le titane et le niobium absorbent et se combinent avec l'oxygène et l'azote à des températures élevées. Même de petites quantités d’oxydes dans ces métaux réactifs peuvent les affaiblir et les rendre difficiles à travailler. Le titane et le niobium présenteront une décoloration (bruns, bleus, violets, etc.) à leur surface après la formation d'oxyde. L’utilisation d’un morceau de titane peut être un bon moyen de visualiser la couverture du flux de gaz. Si la soudure en titane est brillante et qu'aucune couleur n'est visible, c'est une bonne indication d'une couverture de gaz appropriée.
D'autres gaz de protection des soudures sont disponibles, tels que l'hélium, l'azote et des mélanges d'argon avec ces gaz. Les gaz comme l'hélium, les mélanges argon-hélium et argon-hydrogène permettent une efficacité d'arc bien plus grande et ont un meilleur transfert de chaleur par conduction vers le point de soudure. Dans certains cas, cela peut produire une pénétration de soudure presque double par rapport à l'utilisation d'argon pur. Cependant, les métaux absorbants et réactifs comme le titane, le niobium et le palladium ne peuvent pas être soudés à l'aide de ces gaz. Ils ont tendance à absorber l'hélium et à réagir avec l'oxygène, l'azote et l'hydrogène. Le plus souvent, le gaz recommandé sera toujours de l’argon pur.
Les soudures d'une soudeuse à arc pulsé peuvent varier en tension d'environ 12 à 50 volts. Cette plage de tension est inférieure à la plage de choc électrique pour le corps humain et a été sélectionnée pour que les utilisateurs puissent tenir les pièces dans leurs mains pendant le soudage. De plus, au-delà de la plage de 50 V, les soudures deviennent généralement trop fortes pour être utilisées dans de nombreuses applications de bijouterie et ont tendance à provoquer des éclaboussures de soudure excessives pour les configurations normales de câbles de soudure. Même si la tenue de la pièce est électriquement sûre, l'opérateur doit prêter une attention particulière à la taille de la pièce par rapport à l'énergie de soudage. Comme pour tout procédé de soudage, il suffit de plusieurs petites soudures consécutives pour élever la température d'un anneau à un niveau inconfortable à tenir en main. À des réglages d'énergie plus élevés, des soudures peuvent être produites, ce qui rendra l'anneau trop chaud pour ne retenir qu'une seule soudure. Si les mêmes soudures sont appliquées à une bague plus grande, le bijoutier pourra peut-être la tenir confortablement pour de nombreuses soudures. Une considération importante pour les pièces plus petites est l'endroit où la connexion positive (généralement réalisée via une pince crocodile) est établie. La figure 31 montre que pour les petites pièces, la résistance électrique de la pièce peut provoquer un échauffement lorsque le courant de soudure est tiré entre les points de connexion. Il est donc important que l'opérateur positionne la pince crocodile plus près de l'emplacement de la soudure qu'à proximité de son doigt. Un moyen simple d'éviter le problème de l'accumulation de chaleur due à la conduction électrique consiste à tenir la pince crocodile au lieu de la pièce à usiner lorsque vous travaillez sur de petites pièces.

Graphique 31. Placez la pince crocodile d'un système de soudage à arc pulsé plus près de la soudure que votre doigt pour les très petites pièces. Un chauffage résistif du métal entre les bornes positives et négatives peut se produire à des niveaux de puissance plus élevés.
Comme indiqué ci-dessus, pendant le processus de soudage à l'arc, une lumière de haute intensité est émise par le plasma lorsque les électrons sont excités et se désintègrent dans des orbites atomiques stables dans le gaz de protection. Cette lumière de haute intensité culmine dans la partie bleue du spectre, mais comprend également les longueurs d'onde ultraviolettes et infrarouges. L'exposition directe à la lumière de l'arc de soudage à proximité immédiate peut provoquer des lésions oculaires. De nouvelles découvertes suggèrent également qu'une exposition prolongée à la lumière bleue peut provoquer une dégénérescence maculaire à mesure qu'une personne vieillit et entraîner une perte d'une partie de la protection naturelle de mélanine du corps. Cette dégénérescence peut se produire à la suite d’une exposition à la lumière bleue du soleil, etc. au fil du temps.
Les fabricants de soudage à l'arc pulsé ont résolu ce problème en plaçant un filtre de soudage optique ou un système d'obturation dans le chemin de visualisation de l'utilisateur, soit en tant qu'appareil autonome, soit intégré à un microscope optique. Chaque type de système de filtre de protection présente des avantages et des limites. Le premier type de volet est un système de volet mécanique. Un avantage majeur d’un obturateur mécanique est la vue claire et dégagée et l’absence de distorsion des couleurs de la pièce. L'obturateur se ferme mécaniquement avant le début de la soudure, obstruant complètement la lumière bleue provoquée par le processus de soudage. L'obturateur s'ouvre ensuite à nouveau environ 100 ms après la fin de la soudure. Le deuxième type de filtre est un filtre optique de soudage TIG standard. Ce type de filtre de soudage est utilisé dans de nombreux produits de soudage à l'arc pulsé et dans la plupart des produits de soudage à l'arc conventionnels. Il protège les yeux de l'utilisateur avec des films diélectriques qui laissent passer la lumière dans la partie verte du spectre et bloquent, à un niveau élevé, toutes les autres longueurs d'onde. Lorsque la soudure a lieu et que l'obturateur optique LCD (affichage à cristaux liquides) est alimenté électriquement, l'écran LCD bloque un pourcentage élevé du spectre optique restant pour protéger les yeux de l'utilisateur. Des directives de sécurité ont été établies par diverses agences gouvernementales pour garantir une protection adéquate en fonction de l'intensité de l'arc de soudage. Un inconvénient de ce filtre de soudage est l’aspect vert monochromatique typique de ce type de filtre de protection. Le dernier type de filtre de protection est illustré à la figure 32. Ce nouvel obturateur LCD est optiquement clair et a été développé pour surmonter les limitations standard du filtre LCD de soudage vert. Ce filtre LCD est doté de revêtements optiques spécialisés pour permettre presque toute la gamme de couleurs du spectre optique et est très similaire à un système d'obturation mécanique en qualité visible. Le nouveau filtre optiquement transparent est également capable de s'assombrir lors d'une soudure jusqu'à une teinte mesurée de 15 (la limite de sensibilité des laboratoires de conformité). C'est 300 fois plus foncé que le niveau minimum de teinte d'assombrissement visible 10 imposé par les réglementations gouvernementales. L'état non assombri du nouveau filtre optique LCD bloque plus de lumière qu'un obturateur mécanique ; mais en augmentant l'éclairage autour du microscope, la visibilité à travers le filtre est comparable à celle à travers un obturateur mécanique.

Figure 32. Différents types de volets de soudage. Écran LCD de soudage mécanique et vert et nouvel écran LCD optiquement clair.
Si la soudeuse à arc pulsé doit être utilisée dans un environnement de fabrication et qu'il existe une possibilité que des personnes autres que l'opérateur (dont les yeux sont protégés) soient exposées à l'arc de soudage, des précautions supplémentaires doivent être prises. Les écrans/feuilles filtrantes de soudage sont facilement disponibles auprès de diverses sociétés de fournitures de soudage. De petites sections des filtres à tamis peuvent être placées de telle sorte que le corps et les tamis de l'opérateur bloquent l'éclair de l'arc de soudure. Certains fabricants d'arc pulsé peuvent également fournir des protections qui s'adaptent directement au microscope de soudage. La figure 33 montre des écrans de style carénage qui s'adaptent autour de la soudeuse Orion i2. De plus, si l'opérateur effectue beaucoup de soudage au cours d'une journée typique, des précautions pour protéger la peau de l'opérateur sont recommandées. Des manches longues et un col fermé peuvent aider à prévenir les brûlures par arc électrique, qui sont similaires à un coup de soleil. Le carénage de soudure illustré sur la figure résoudra également ce problème.

Figure 33. les écrans et carénages de soudage peuvent être mis en œuvre dans des environnements où d'autres travailleurs seront constamment exposés au flash de soudure. Le carénage de soudure illustré protégera également la peau de l'opérateur des « coups de soleil » associés aux longues périodes de soudage.
L’un des principaux avantages d’un système de soudage à l’arc pulsé est son insensibilité à la réflectivité du métal. La conductivité électrique du métal est la principale propriété requise pour produire l’arc. Étant donné que les électrons sont le support de la soudure, la finition de la surface métallique et la réflectivité optique n'affectent pas les propriétés de la soudure. Ce n’est pas le cas lorsque l’on envisage le soudage avec la technologie laser. Lorsqu’il s’agit de soudage à l’arc pulsé, la soudure est également assez insensible à la résistivité du métal. Un métal électriquement résistif plus élevé entraînera une perte de puissance légèrement plus importante dans le chemin électrique. Cependant, la chute de résistance de la pièce à usiner ne représente généralement qu'une petite partie de la résistance globale du système et ne représente qu'une petite partie de l'énergie dépensée. La résistance de la pièce est généralement beaucoup moins importante que les propriétés telles que la conductivité thermique qui affectent tout type de procédé de soudage. Une limite à cette exigence de conductivité électrique est évidente : seuls les matériaux électriquement conducteurs peuvent être soudés. Cela signifie que certains matériaux comme le « métal en pot » ou certains types de bijoux fantaisie peuvent être difficiles à souder. Ces matériaux peuvent souvent être soudés à l'aide de soudures à l'arc pulsé si un matériau tel que l'argent est utilisé comme matériau de remplissage. La connexion électrique est réalisée directement sur le fil d'argent et ce matériau de remplissage est soudé par poussée dans le joint et agit comme une colle métallique. D’un autre côté, l’un des principaux avantages de l’exigence de conductivité électrique est que les objets sensibles tels que les pierres précieuses et les pierres précieuses ne peuvent pas être soudés car ils n’assurent aucune continuité électrique. Cependant, si les réglages de soudure sont élevés ou si le métal se vaporise facilement, il existe un risque que des corps étrangers se déposent sur la surface de la pierre. Les revêtements protecteurs comme le dentifrice ou Gem Guard TM sont conseillés pour assurer une protection complète des métaux poussés ou évaporés lors du soudage très proche de pierres ou d'autres matériaux non conducteurs. Ces revêtements protecteurs peuvent facilement être lavés à l’eau tiède ou avec un nettoyeur vapeur après le soudage.
Un autre avantage d’un système de soudage électrique est la possibilité de surveiller et d’ajuster les paramètres de soudage au fur et à mesure qu’ils se produisent en temps réel. Les systèmes de soudage optique peuvent produire des formes d'onde de soudure (par exemple, montée en puissance, maintien et descente), cependant, la puissance réelle délivrée à la pièce est inconnue. Bien qu'il existe des systèmes de surveillance laser, ils sont destinés à des installations plus industrielles et servent à mesurer les propriétés optiques réfléchies du matériau soudé. Les nouveaux systèmes de soudage à l'arc pulsé linéaire sont capables de mesurer et de surveiller directement les propriétés de soudure telles que la tension, le courant ou la puissance et d'ajuster ces valeurs pour suivre une forme d'onde prédéterminée. Cette capacité permet également de conserver une trace des résultats de soudure dans les situations où les données de soudures individuelles doivent être conservées. La capacité d'enregistrer les données de soudure permet un contrôle statistique des processus pour aider à prédire si les processus de fabrication restent sous « contrôle » et produiront systématiquement de bonnes soudures. La capacité d'enregistrer des données de soudage et de savoir statistiquement si le processus de soudage a tendance à rester dans les valeurs spécifiées peut être très importante pour les communautés médicales ou industrielles. Les bijoutiers ou les forgerons individuels peuvent ne pas bénéficier de ces capacités, car leur processus change à chaque soudure. Cependant, le fait de savoir que la forme d'onde de soudage sélectionnée correspond à ce qui se produira réellement permet une plus grande cohérence et une plus grande confiance dans la soudure.
Comme mentionné précédemment, la possibilité de façonner la forme d’onde de soudage présente des avantages distincts par rapport à la technologie de soudage à l’arc pulsé plus ancienne ou plus basique. Une forme d'onde de soudure par décharge purement capacitive que l'on trouve dans de nombreuses soudeuses à arc pulsé fournit une bonne soudure pour la plupart des métaux. En règle générale, les résultats de soudure peuvent être fluides et reproductibles. Cependant, pour certaines géométries et matériaux, la force de la vague de soudage initiale peut provoquer une poussée excessive du métal. Dans une large mesure, lors de l'utilisation de formes d'onde classiques de décharge de condensateur, cette poussée peut être éliminée par la troncature de l'électrode de soudure. Cependant, la possibilité de produire une forme d'onde, telle qu'un carré ou un triangle, pendant de longues périodes, permet d'obtenir des résultats de soudage plus fluides et une pénétration plus profonde de la soudure. La forme d'onde de soudure triangulaire observée sur la soudeuse Orion i2 permet de bonnes capacités de soudage générales avec la possibilité de refroidir uniformément et doucement le bain de fusion avant de couper complètement l'alimentation. En forme d'onde Triangle, des temps de soudage allant jusqu'à 100 ms sont possibles. Cela permet d'utiliser les 200 joules d'énergie pour produire un diamètre de soudure plus petit avec une pénétration plus profonde de la soudure. La figure 34 montre une application unique qui peut être réalisée à l'aide de la forme d'onde triangulaire. Un anneau en argent peut être entièrement soudé avec une seule soudure – une soudure extrêmement difficile avec un laser, en raison de problèmes de réflexion, ou avec des soudeurs à arc pulsé conventionnels, en raison de la poussée excessive du plasma générée par la forme d'onde de décharge capacitive. Non seulement la forme d'onde triangulaire permet de réaliser de grandes soudures, mais elle permet également une pénétration beaucoup plus profonde dans les soudures de plus petit diamètre tout en offrant une finition de surface lisse pour des temps de nettoyage réduits.

Figure 34. Une onde triangulaire, soudée longtemps, est capable de souder un anneau en argent. Aucune autre soudure n'est requise.
La nouvelle forme d'onde carrée présente dans les soudeurs à arc pulsé plus avancés possède également des propriétés intéressantes et utiles. Comme son nom l'indique, cette forme d'onde produit un profil de courant et de tension qui n'a pratiquement aucun temps de montée, puis reste à une valeur constante pendant une période de temps spécifiée, puis tombe à zéro sans aucune période de décélération. Pour une soudeuse linéaire, l'énergie totale stockée pour produire la soudure représente toujours l'énergie totale maximale contenue dans la forme d'onde façonnée. Par exemple, si 200 joules d'énergie sont stockés et qu'une forme d'onde carrée correspondant à la moitié de la tension d'énergie stockée est souhaitée, l'onde carrée peut être maintenue à un niveau de tension constant uniquement pendant le temps nécessaire pour décharger la tension du condensateur au niveau de tension de la forme d'onde. . Cela signifie que pour des tensions et des courants élevés, cette forme d'onde peut produire des résultats assez puissants mais ne peut être maintenue que pendant une période de temps limitée. Cependant, les soudures à onde carrée basse tension peuvent être maintenues pendant presque toute la décharge de la batterie de condensateurs, produisant des soudures allant jusqu'à 100 ms pour la soudeuse à arc pulsé Orion i2. Ce type de forme d'onde de soudage, force élevée/temps court ou force faible/temps long, est utile pour pousser le métal, ou peut permettre une pénétration profonde de la soudure, ou peut même produire les deux résultats simultanément s'il est réglé entre les deux extrêmes.
Une autre nouvelle fonctionnalité des soudeurs à arc pulsé plus avancés est appelée mode couture. En mode « couture », la soudeuse à arc pulsé génère un arc de fond continu avec des soudures pulsées superposées. Cela produit un train/perle de soudure pulsé de type laser avec une source de chaleur de fond supplémentaire à faible énergie ajoutée entre les soudures. L'arc de fond a un faible ampérage, de l'ordre de 2 à 6 ampères, et est utilisé pour entretenir les soudures pulsées de puissance plus élevée. L'Orion i2 illustré à la figure 35 peut produire une soudure continue avec une fréquence de soudure de zéro (arc de fond uniquement) à 30 soudures par seconde.

Figure 35. Capture d'écran de l'Orion i2 en mode couture.
Ce type de soudure est similaire à celui discuté par Kevin Lindsey dans ses articles du Symposium de Santa Fe de 2006 et 2007 sur son soudage TIG pulsé du palladium. D'après l'expérience de l'auteur avec les technologies passées de soudage à l'arc pulsé et au laser, le palladium a tendance à former de très grosses structures de grains dans le point de soudure. Ces structures à gros grains sont relativement faibles et, à mesure que le bain de soudure se solidifie et se contracte, les contraintes produites par la contraction thermique provoquent l'apparition de fissures. La symétrie circulaire des soudures individuelles permet généralement au bain de fusion de rester non fissuré. Cela signifie que pour combler la porosité d'une pièce ou refaire la pointe d'une broche, etc., les anciennes technologies de soudage au laser et à l'arc pulsé fonctionnent bien. Cependant, dès qu'une soudure supplémentaire chevauche la soudure précédente, la géométrie asymétrique de la soudure et la faiblesse du point de soudure précédent provoquent la propagation d'une petite fissure le long de l'axe des soudures qui se chevauchent. Au fur et à mesure que la soudure au palladium refroidit, le matériau chaud au centre avec sa formation de gros grains faibles est tiré radialement et le matériau se fissure jusqu'à la soudure d'origine. Le mode couture, avec son arc de fond pulsé de fusion et de réchauffement de haute intensité, semble éliminer les problèmes de fissuration à chaud associés au palladium. Une explication possible est que le martelage répété des points de soudure brise la structure cristalline, produisant ainsi des joints de grains plus petits et des propriétés matérielles plus fortes. Ce résultat positif peut également être dû au fait que l’arc de fond ajoute de la chaleur aux joints en train de se solidifier plus lentement et évite des contraintes thermiques élevées. Les figures 36 à 40 montrent deux exemples d'anneaux en palladium soudés à l'aide de cette technologie en mode couture pulsée. Dans les deux cas, aucun matériau de remplissage n’a été ajouté au joint soudé. La plus grande bague a été achetée sur Amazon.com et la plus petite bague pour femme a été généreusement prêtée par M. Kevin Lindsey. Dans les deux cas, une petite scie de bijoutier a été utilisée pour couper la bague. Pour l'anneau plus grand, le matériau a ensuite été retiré des bords supérieur et inférieur du joint, permettant une plus grande profondeur de pénétration, comme le montre la figure 35. Cette configuration de joint est typique dans les applications de soudage TIG. Le petit anneau était coupé, mais n’était pas biseauté. Dans les deux cas, de courtes impulsions d’une durée d’environ 2 secondes ont été utilisées. Les échantillons de soudures ont ensuite été frappés avec un marteau en acier pour tester la résistance et la ductilité des soudures. Dans les deux cas, le joint n'est pas fissuré même après que le métal ait été considérablement déformé par le martelage. Cet essai semble indiquer un résultat très prometteur pour un métal traditionnellement très difficile à souder.

Figure 36. Une grande bague en palladium préparée pour le redimensionnement. Le joint a été préparé des deux côtés comme indiqué.

Figure 37. Soudage en mode couture utilisant 14 soudures par seconde onde triangulaire à une puissance de 7,0 kW et un temps de 0,29 ms par soudure.

Figure 38. Le joint de soudure résultant après le soudage continu avec l'Orion i2

Figure 39. Le martelage de la soudure révèle une bonne résistance et ductilité du joint

Graphique 40. Ce petit anneau en palladium a été découpé, soudé puis martelé, montrant de bons résultats de soudure en mode couture ou en arc pulsé. Cet anneau a été généreusement prêté par Kevin Lindsey pour des recherches sur les soudures.
Une autre caractéristique intéressante et utile d'une soudeuse à arc pulsé est la mesure dans laquelle le plasma peut atteindre et lisser le matériau à proximité de l'emplacement de la soudure. La mesure dans laquelle cela se produit dépend bien entendu de la forme de l’électrode et du réglage global de la puissance. Lorsque l'électrode de soudage est tranchante, la partie la plus chaude de la soudure se trouve dans une région centralisée directement sous la pointe de l'électrode. Cependant, comme indiqué précédemment, certaines lignes de champ électrique sont produites à partir de la région conique de l'électrode et produisent un léger effet « d'aile » sur le plasma de soudure. Ces ailes à plasma sont relativement beaucoup plus froides et moins énergétiques que le point de soudure central. Les ailes contiennent suffisamment d'énergie pour lisser les structures à faible masse thermique directement à l'extérieur de la zone de soudure. Les ailes plasma peuvent également fournir une zone propre autour du point de soudure en fonction du matériau et de la couverture gazeuse. L'effet propre se produit lorsque le plasma à faible énergie brûle et élimine les contaminants et les oxydes, laissant la zone juste à l'extérieur de la zone de soudure propre et brillante.
La technologie de l’arc pulsé n’est généralement pas utilisée pour souder des soudures. La soudure contenant du flux est particulièrement difficile à souder car le flux est vaporisé par l'arc plasma et explose hors du joint de soudure. Cette propriété serait également vraie pour le soudage au laser et par résistance lors de l'utilisation de soudure fluxée. Pour la plupart des soudeurs, même souder d’anciens joints de soudure qui ne contiennent plus de flux peut s’avérer difficile. La température de fusion de la soudure ou du brasage est exceptionnellement inférieure à celle du métal environnant et se liquéfie puis se vaporise avant que le métal environnant ne soit complètement fondu. Cela peut se manifester par une petite explosion du joint de soudure. Ce type d’explosion de soudure est beaucoup moins puissant que l’explosion de joints de soudure fluxés. Les nouvelles soudeuses à arc pulsé linéaire sont capables de produire des soudures de faible puissance et suffisamment longues pour souder réellement des joints soudés.
Dans son article du Symposium de Santa Fe 2014, Sessin Durgham a présenté un excellent article sur le soudage à l'arc pulsé. Dans son article, M. Durgham a montré comment un stylet de soudage à arc pulsé permet de souder même de grandes pièces. Certains microscopes à arc pulsé dotés de bras de positionnement tridimensionnels peuvent toujours être utilisés pour le grossissement et la protection des yeux, même lors du soudage à main levée. Pour les géométries plus difficiles, le soudage à main levée peut nécessiter un casque à obscurcissement automatique ou un support d'obscurcissement initié par le soudeur. Bien que de nombreux lasers aient la capacité d'être configurés pour fonctionner sur des pièces plus grandes, le laser typique d'un bijoutier a une taille et un volume de cavité très limités.
Résumé
Comme nous avons examiné les quatre processus d’adhésion différents ci-dessus, il est clair que chacun présente des avantages uniques et certaines limites les uns par rapport aux autres. La figure 41 montre un coût estimé par joule d'énergie par rapport à la complexité de la machine. La complexité de la machine a été estimée à partir du nombre approximatif de pièces dans la machine. Le coût par joule a été calculé à partir du prix des produits existants actuellement sur le marché. Le contenu énergétique de la torche a été estimé à l'aide de données relatives à des flammes d'acétylène avec une surface de flamme de 0,25 cm2 pendant la durée maximale d'une soudure laser typique (20 ms). L'apport de chaleur de la flamme sera bien supérieur à cette valeur pour des durées d'application plus longues et le coût par joule serait donc bien inférieur. Veuillez noter l'échelle logarithmique de l'axe du coût par joule. Ce graphique peut être grossièrement interprété comme le coût de possession par rapport au coût des réparations futures. Le chalumeau typique d'un bijoutier représente un investissement initial extrêmement faible et un faible investissement en réparations tout au long de la durée de vie du produit. Les trois autres catégories de machines à souder représentent des investissements initiaux plus élevés. Les soudeuses par résistance industrielles, les soudeuses à arc pulsé et les soudeuses laser sont généralement produites selon des normes de qualité élevées. Cependant, en raison de leur complexité, il existe également un potentiel de réparations nécessaires et, bien sûr, d'entretien régulier dans le cas des lasers, car le produit est utilisé. Notez que la soudeuse à arc pulsé a un prix par joule d’énergie beaucoup plus rentable qu’une soudeuse laser.

Graphique 41. Coût par joule d'énergie par rapport à la complexité de la technologie de soudage.
Une autre expérience de réflexion intéressante consiste à comprendre la convivialité de la technologie d’assemblage. La figure 42 montre le niveau de compétence requis pour utiliser la technologie par rapport au temps requis pour maîtriser l'utilisation de la technologie. Cela peut être interprété comme la compétence quotidienne d’un opérateur par rapport à l’investissement initial en temps pour apprendre la technologie. Une fois la machine installée et les réglages d’énergie réglés, un opérateur en soudage par résistance nécessite très peu de compétences et maîtrise très rapidement. Si nous devions également inclure les réglages de fixation et de soudage initiaux, les compétences requises et le temps d'apprentissage pour un soudeur par résistance augmenteraient. Dans un environnement de fabrication, un opérateur en soudage par résistance ne s'occupe généralement pas de la configuration initiale. Le soudage à l’arc pulsé et le soudage au laser nécessitent autant de compétences et de temps d’apprentissage. En règle générale, une géométrie complexe et des pièces complexes peuvent être soudées à l'aide de ces technologies après une courte courbe d'apprentissage. Utiliser une lampe torche manuelle sur des pièces plus complexes (petites et fines) peut être un défi pour les nouveaux utilisateurs. Ces types de projets nécessitent une observation attentive et une finesse qui s’acquièrent sur une période de temps et d’expérience plus longue.

Graphique 42. Compétence quotidienne de l'opérateur requise par rapport au temps nécessaire pour maîtriser la compétence de l'opérateur.
L’un des principaux avantages de l’assemblage par soudure est la possibilité de fabrication en grand volume. De grands fours de soudure/brasage peuvent être achetés avec des systèmes de convoyeurs qui permettent une production continue. Pour ce type d’assemblage, il peut être avantageux d’acheter de la pâte à braser. La pâte à souder peut contenir le flux requis et est suffisamment visqueuse pour coller et rester en place sur la pièce. Une autre pratique avantageuse consiste à souder temporairement les pièces comme forme de fixation avant qu'elles n'entrent dans le four à souder. Si les pièces sont uniformes et si le luminaire peut survivre aux traitements de soudure répétés, les luminaires permanents sont utiles. Ce type de production de soudure sera beaucoup plus rapide que toute autre méthode de soudage pour un grand nombre de pièces où les joints ont de grandes surfaces ou des joints à assembler.
Pour les petites séries de production de bijoux, la soudure n’est peut-être pas le processus d’assemblage le plus avantageux. La soudure nécessite une propreté extrême par rapport aux autres procédés de soudage. La soudure nécessite également beaucoup de nettoyage après l'assemblage pour éliminer le flux et l'excès de soudure, etc. Les compétences de l'opérateur doivent également être élevées, en particulier sur les conceptions complexes ou les pièces très petites/minces pour éviter de détruire la pièce. Pour les situations inhabituelles où la surface de joint et les distances entre les joints sont très grandes, la soudure peut toujours être la méthode d'assemblage préférée. Cependant, même dans ces situations, l'utilisation d'une autre technologie de soudage pour fixer et positionner la pièce avant le soudage accélérera considérablement le processus d'assemblage et la qualité qui en résulte.
Le principal avantage du soudage par résistance réside dans ses cadences de production élevées. Cependant, une limitation majeure de la communauté des bijoux est sa sensibilité aux métaux à faible résistivité tels que l’argent. Le soudage par résistance fonctionnera bien pour les métaux comme le platine, le palladium, l'or, le titane et les aciers inoxydables. Cependant, en raison de la conductivité électrique élevée de l’argent, générer la chaleur nécessaire à la liaison peut s’avérer difficile. En général, le soudage par résistance convient à la fabrication d'un grand nombre de pièces où la configuration ne changera qu'occasionnellement. D'un point de vue esthétique, il convient également de noter que le soudage par résistance laisse un joint visible entre les pièces jointes, ou en d'autres termes, il ne remplit en rien un joint. Dans de nombreux cas, il peut également y avoir une petite dépression à l'endroit où les électrodes de soudage étaient en contact avec la pièce à usiner. Cette déformation des électrodes peut être minimisée en adaptant le contour des électrodes à la pièce à usiner ou en utilisant des projections de soudage pour concentrer la chaleur de soudage. Le soudage par résistance peut être utilisé avec beaucoup de succès dans la communauté des bijoutiers en tant que soudeur « par points ». Il existe de nombreux systèmes à arc pulsé dotés de cette capacité intégrée. Lors du fonctionnement dans ce mode, un montage compliqué n'est plus nécessaire et l'opérateur maintient les pièces à souder entre de simples pinces crocodiles. Après avoir appliqué une légère pression, la soudure est mise sous tension et donne généralement lieu à une soudure qui peut être facilement brisée si nécessaire. Ce type de soudage par résistance fonctionne bien pour positionner les pièces avant des méthodes d'assemblage plus permanentes à l'arc pulsé, au laser ou par soudure. Le soudage par pointage présente les mêmes limites que le soudage par résistance plus permanent, à savoir que l'argent est exceptionnellement difficile à assembler.
Le soudage laser est une technologie offrant d’énormes possibilités et capacités. La possibilité de créer une soudure sans contact ouvre la voie à de nombreuses géométries de bijoux intéressantes et uniques. Avec un montage approprié et des lasers de type plus industriel, cette technologie convient également aux applications de lignes de production à grand volume. La densité de puissance d'un faisceau laser est également suffisamment élevée pour créer de très petites zones affectées par la chaleur dans la structure des grains métalliques, permettant ainsi des joints de soudure solides. Dans certains cas, le soudage en trou de serrure est possible, permettant la création de points de soudure très profonds, voire même de trous profonds si vous le souhaitez. Certaines limites de cette technologie proviennent de ses propriétés optiques fondamentales. Étant donné que de nombreux métaux de bijouterie sont hautement réfléchissants, la lumière du laser est réfléchie et l'énergie de soudure est ainsi diminuée. Cela est particulièrement vrai pour l'argent et le cuivre qui peuvent même ne pas produire de soudure à 100 joules. Des astuces, telles que l’assombrissement de la surface de soudure, peuvent aider à surmonter ces problèmes de réflexion. Le coût de cette technologie est relativement élevé mais n’a cessé de diminuer au cours des dernières années.
La technologie de soudage à l’arc pulsé est une bonne technologie d’assemblage polyvalente et offre la plus grande polyvalence. Il existe certaines limitations inhérentes dues à la nature physique du processus de soudage. Le soudage à l'arc pulsé nécessite qu'un contact électrique soit établi entre la pièce à usiner et l'électrode de soudage. Cette exigence peut limiter la portée d'une soudure dans des espaces restreints et profonds ou dans des zones où les côtés de l'électrode se toucheront pendant la soudure. L'électrode de soudage doit également être affûtée après une utilisation prolongée. Cependant, la technologie de l’arc pulsé est capable de créer une large gamme de diamètres de soudure et offre une bonne pénétration de la soudure. De petits points de soudure d'environ 0,25 mm sont possibles et, en fonction de la puissance de l'unité, des tailles de points allant jusqu'à 4 à 5 mm peuvent également être créées. La technologie de l'arc pulsé n'est pas affectée par les propriétés réfléchissantes d'un métal. Cela signifie que cette technologie est la plus simple et la meilleure à mettre en œuvre sur l’argent. Certaines soudeuses à arc pulsé linéaire permettent également de façonner la forme d'onde pour surmonter d'autres difficultés associées au soudage de l'argent en raison de sa faible tension superficielle et de sa grande mobilité une fois fondue. Le soudage à l’arc pulsé peut également être utilisé sans difficulté sur des matériaux de bijouterie plus typiques comme l’or, le platine, le titane et bien d’autres. Il a également été démontré que les nouveaux soudeurs à arc pulsé avec mode de soudure produisent de bons résultats dans le palladium, un métal notoirement difficile à souder en raison de sa tendance à former de grosses structures à grains et à se fissurer facilement pendant le processus de refroidissement. Les soudures à l'arc pulsé sont généralement créées sur des échelles de temps de l'ordre de la milliseconde et présentent de petites zones affectées par la chaleur et de bonnes propriétés de joint. Les entreprises qui fabriquent ce type de soudeuse ont également inclus une soudeuse par résistance dans le même facteur de forme. Cette soudeuse supplémentaire permet un placement temporaire avant le soudage à l'arc pulsé permanent. Cela peut également être un ajout pratique si l'atelier travaille également régulièrement avec des soudures. La technologie de l'arc pulsé peut également être surveillée électroniquement et des stratégies de rétroaction appliquées pour permettre une utilisation dans des applications d'automatisation et de fabrication à grand volume.
J'espère que cet article a ouvert les yeux du lecteur sur les possibilités et les limites des différentes technologies d'assemblage évoquées. Chaque processus de soudage ou d’assemblage décrit présente des avantages et des inconvénients uniques. Bon nombre de ces avantages et inconvénients se chevauchent, mais un grand nombre sont propres à chaque technologie de soudage. De nombreux avantages et inconvénients dépendent des processus physiques utilisés pour créer le joint de soudure. La soudure aura toujours une place pour joindre de grandes zones et des coutures. Le soudage par résistance aura sa place dans la fabrication en grand volume de pièces répétitives et également comme technologie de placement temporaire pour faciliter d'autres processus d'assemblage. Les soudeurs laser auront toujours leur place sur l'établi d'un bijoutier ainsi que dans des environnements plus industriels en raison de leur nature sans contact et de leur polyvalence. Les soudeuses à arc pulsé sont des machines très polyvalentes qui peuvent effectuer des soudures similaires à celles d'un laser, sont plus abordables que le laser et présentent certains avantages par rapport au laser pour certains métaux tels que l'argent. Après un examen de chacune de ces technologies, je suggérerais que chaque processus d'adhésion peut avoir sa place ; même sur le même banc. En fin de compte, une synergie de ces processus permettra à l'usine de fabrication ou à l'établi du bijoutier d'être le plus efficace et le plus performant.
Références/Citations :
- Sindo Kou, « Welding Metallurgy » , Hoboken, NJ : Wiley-Interscience, 2003, imprimé.
- « Gold – Propriétés et utilisations – Données des fournisseurs par Goodfellow, « Gold – Propriétés et utilisations – Données des fournisseurs par Goodfellow », Np, sd, Web., janvier 2016.
- Zahner, « Métaux architecturaux : un guide pour la sélection, les spécifications et les performances », New York : John Wiley, 1995, pages 14-15.
- H. Hildebrand et al, « Viscosité des métaux liquides : une interprétation », Département de chimie, Université de Californie, Berkeley, Californie 94720, 1976.
- FAQ sur les connaissances techniques de TWI, TWI, http://www.twi-global.com/technical-knowledge/faqs/material-faqs/faq-what-are-the-typique-values-of-surface-energy-for-materials -et-adhésifs/.
- Wen et al, « Note technique : Tension superficielle de l'acier inoxydable 304 dans des conditions de soudage », AWS, mai 1986, https://app.aws.org/wj/supplement/WJ_1986_05_s138.pdf.
- J. Keene, « Examen des données sur la tension superficielle des métaux purs », International Materials Reviews, 1993, Vol. 38, N°4.
- Paradis, « Propriétés thermophysiques des métaux du groupe du platine dans leurs phases liquides sous-refroidies et surchauffées », Johnson Matthey Technol, Rev., 2014, 58, (3), 124 doi : 10.1595/147106714 ×682355.
- TR Watson, « 2.2.3 Viscosités », Laboratoire national de physique, Tableaux Kaye & Laby des constantes physiques et chimiques, http://www.kayelaby.npl.co.uk/general_physics/2_2/2_2_3.html.
- Nave, « Viscosité », http://hyperphysics.phy-astr.gsu.edu/hbase/pfric.html#vis.
- Nave, « Tension superficielle », http://hyperphysics.phy-astr.gsu.edu/hbase/surten.html.
- Bracco, B. Holst (éd.), « Surface Science Techniques », série Springer dans Surface Sciences 51, DOI 10.1007/978-3-642-34243-1_1.
- La boîte à outils d'ingénierie, « Tension superficielle », https://www.researchgate.net/file.PostFileLoader.html?id.
- Zone de refroidissement, « Nombres sans dimension dans le transfert de chaleur », http://www.coolingzone.com/library.php?read=481.
- Wikipédia, « Diffusivité thermique », https://en.wikipedia.org/wiki/Thermal_diffusivity.
- Goodfellow, « Index des matériaux », http://www.goodfellow.com/E/A.html.
- V. Dommelen, « Mécanique quantique pour les ingénieurs », https://www.eng.fsu.edu/~dommelen/quantum/style_a/cboxte.html.
- Fondation américaine AMDF pour la dégénérescence maculaire, « Les rayons ultraviolets et la lumière bleue aggravent la dégénérescence maculaire », janvier 2016, https://www.macular.org/ultra-violet-and-blue-light.
- W. Eagar, « La physique des processus de soudage à l'arc », Advanced Joining Technologies, TH North, Ed., Champman et Hall, 1990, http://eagar.mit.edu/Publications/Eagar109.pdf.
- Roorkee, NPTEL, « Introduction : Rejoindre », 2016 , http://nptel.ac.in/courses/112107090/module2/lecture1/lecture1.pdf.
- C. Metcalfe et al, « Heat Transfer in Plasma-Arc Welding », supplément Welding Research, p. 99-103, mars 1975, https://app.aws.org/wj/supplement/WJ_1975_03_s99.pdf.
- photonics.com, « Miroirs : le choix du revêtement fait une différence », janvier 2016, http://www.photonics.com/EDU/Handbook.aspx?AID=25501.
- Durgham, « The Good Weld : Pulse Arc Welding for the Metal Artist, Jeweler and Manufacturer », Symposium de Santa Fe sur la technologie de fabrication de bijoux, 2014, éd. Eddie Bell (Albuquerque : Rio Grande, Inc.).
- Lindsey, « Soudage TIG des métaux précieux », Symposium de Santa Fe sur la technologie de fabrication de bijoux, 2006, éd. Eddie Bell, bijoutiers Lindsey.
- Lindsey, « Comment obtenir les meilleurs résultats en soudant le palladium : une étude comparative », le Symposium de Santa Fe sur la technologie de fabrication de bijoux, 2007, éd. Eddie Bell, bijoutiers Lindsey.
- W. Corti, « Métallurgie de base des métaux précieux, partie IV : traitement de déformation, assemblage et corrosion », Symposium de Santa Fe sur la technologie de fabrication de bijoux, 2014, éd. Eddie Bell, cabinet de conseil technologique COReGOLD.
- J. Maerz, « Platine et lasers : la solution naturelle », Symposium de Santa Fe sur la technologie de fabrication de bijoux 2008, éd. Eddie Bell, Platinum Guild International – États-Unis.
- C. Wright, « Laser – Welding Platinum Jewelry », Symposium de Santa Fe sur la technologie de fabrication de bijoux, 2001, éd. Eddie Bell.
- Rose, « Une histoire du laser : un voyage à travers la lumière fantastique », Photonics Spectra, janvier 2016, http://www.photonics.com/Article.aspx?AID=42279.
- Hodgson et al, « Les lasers à commutation Q à semi-conducteurs étendent leur portée », Photonics Spectra, janvier 2016, http://www.photonics.com/Article.aspx?AID=42279.
- Forums de physique, « Force exercée par un faisceau laser », juillet 2007, https://www.physicsforums.com/threads/force-exerted-by-a-laser-beam.178450/.
- L. Marshall et al, « Caractérisation de la réflectivité de divers matériaux noirs », Département de physique et d'astronomie, Texas A&M University, http://arxiv.org/ftp/arxiv/papers/ 1407/1407.8265 .pdf.
- Eastman, « Soudage laser en mode conduction et en mode trou de serrure », EWI, février 2015, https://ewi.org/conduction-mode-vs-keyhole-mode-laser-welding/.
- M. White, « Flux de fluide visqueux », McGraw Hill, 1991.
- Todd, « Pourquoi souder ne sera jamais aussi simple que préparer une cafetière », MJSA Journal, http://www.ganoksin.com/borisat/nenam/ajm-easy-soldering.htm.
- E. Sapp, « Chronologie du brasage et du brasage », Une histoire du soudage, http://www.weldinghistory.org/whfolder/folder/bhpre1900.html.
- « Acétylène… il n'existe pas de meilleur gaz combustible pour les procédés d'oxygaz », Linde, http://www.fs.uni-mb.si/dokument.aspx?id=32.
- K Caines, « Soudure démystifiée », Symposium de Santa Fe sur la technologie de fabrication de bijoux, 2006, éd. Eddie Bell, Institut des arts de la joaillerie.
- « Brasage ou brasage », Lucas Milhaupt, janvier 2016, http://www.lucasmilhaupt.com/en-US/brazingfundamentals/brazingvssoldering/.
- « Procédure de brasage appropriée », Lucas Milhaupt, janvier 2016, http://www.lucasmilhaupt.com/en-US/brazingfundamentals/properbrazingprocedure/.